отличная защита от экстремального нагрева
Футеровка печи – описание, основные технические решения, способы обустройства защитного слоя и описание наиболее распространенных материалов, способных эффективно защитить изделие от воздействия негативных факторов и влияния экстремальных температур.
Внутренняя отделка топки печи подвергается воздействию высоких температур, образующихся при горении топливных материалов. Особо экстремальные условия существуют при использовании высококалорийного топлива. И, несмотря на то, что печь, как правило, изготавливается из огнеупорных материалов, дополнительная обработка внутренних поверхностей – футеровка печи, будет весьма полезна для продления ее срока службы.
Футеровка – специализированная процедура обустройства внутренних поверхностей печи, обеспечивающая высокую степень защиты от термических, механических и химических воздействий, которым изделие постоянно подвергается на протяжении всего срока эксплуатации. В целом, футеровка представляет собой защитный и изолирующий слой из термостойких материалов, служащих для защиты деталей от экстремальной температуры, создаваемой в процессе горения. Она также предотвращает чрезмерные потери тепла от внешних поверхностей печи, делая процесс более энергоэффективным.
Она также предотвращает чрезмерные потери тепла от внешних поверхностей печи, делая процесс более энергоэффективным.
Содержание
- 1 Особенности футеровочной защиты
- 2 В каких случаях применяется
- 3 Основные способы футеровки
Особенности футеровочной защиты
В условиях регулярного использования, на материалы, из которых изготовлена печь, действуют экстремально высокие температуры, варьирующиеся от типа используемого топлива. Внутренние поверхности топки подвержены растрескиванию, а, в случае с металлическими изделиями — чрезмерный перманентный нагрев и постоянные циклы «расширения-сжатия», приводят к его постепенному разрушению. Высокие температуры образуются, как правило при использовании угля, хотя и паллеты зачастую вызывают чрезмерный нагрев.
Экстремальные температуры — не единственный фактор, негативным образом воздействующий на поверхности печей из металла или кирпича. Футеровка применяется и для:
- В качестве теплоизоляции, защищающей от колебания температур.

- В качестве защиты от агрессивной среды. (кислотных реагентов топлива).
- Защита от механических повреждений топки.
- В качестве облицовочного материала.

В каких случаях применяется
Стоит отметить, что в футеровке нет необходимости, если печь нужна для непостоянного обогрева дачи или приготовления пищи на открытом огне (барбекю, шашлыки и т.д.). В данных случаях нет необходимости в обустройстве дополнительной защиты, так как разрушения, происходящие в процессе использования – минимальны.
Футеровка рекомендуется для изделий, использующихся для длительного и постоянного обогрева помещений или приготовления пищи в условиях различного рода кафе и ресторанов, где происходит непрерывное поддержание в топке необходимых температур – например, «русские» печи и им подобные. Особо нужна футеровка и при использовании высококалорийного топлива, при сгорании, высвобождающее большое количество энергии, вследствие чего в топке наблюдается экстремально высокий температурный режим.
Основные способы футеровки
Основные способы футеровки
Важно! Качественная футеровка может быть проведена после инженерных изысканий и корректном подборе изолирующего материала.
Работы по футеровки внутренней камеры печи из металла, натурального камня или кирпича, проводятся с учетом того, какой эффект необходимо получить в итоге. Например, теплоизолирующие экраны оказывают воздействие на процент нагрева газов, выводя большую часть тепловой энергии посредством выхода потоков воздуха и продуктов горения через дымоход. Огнестойкие материалы, обладающие низкой проводимостью тепла, эффективно справляются с защитой материалов печи от теплового воздействия, принимая большую часть такового на себя, что исключает взаимодействие внутренних стенок печи с открытым огнем. Одним из основных способов футеровки – является и укладка дополнительного слоя из специального кирпича, что также способствует эффективной защите топки от чрезмерного нагрева.
Внимание! Обустройство специальных теплозащитных экранов достаточно сильно понижает теплоотдачу печи, что не рекомендуется, если изделие используется для обогрева помещения.
Основой футеровки – является использование «шамотных» материалов, специально подготовленных смесей, в которых посредством длительного обжига под воздействие высоких температур, уничтожаются пластичные свойства веществ. Кроме этого эффективными футеровочными материалами являются:
- Натуральный камень из песчаника или кварца, обладающий высокой степенью устойчивости к воздействию экстремальных температур.
- Специальные «шамотные» кирпичи – изготавливающиеся по специальной технологии, с добавлением различных примесей для улучшения конечных свойств материала, например, обожженной глины. Использование таких кирпичей, довольно популярный метод футеровки, так как они могут выдерживать очень высокие температуры и, сравнительно, не дорого стоит.
- Рулонная защита: базальтосодержащие материалы, плиты из вермикулита, каолиновая бумага, вата или картон.
- Специальные растворы: шамотные огнеупорные бетоны, корундовые, силикатно-муллитовые жидкостекольные смеси разного состава.
Огнеупорный кирпич
Материалы для футеровки подбираются индивидуально, исходя из индивидуальных особенностей изделий и возможностей обустройства защиты из того либо другого материала. В условиях промышленных печей, часто используются «шамотные» кирпичи или натуральный камень. Но, в условиях частного дома, где размеры топки не позволяют укладку дополнительного слоя из этих материалов, более подходящими являются альтернативные методы теплозащиты.
Сравнительная таблица свойств материалов для футеровки
Внимание! Для проведения эффективной футеровки самостоятельно необходимо обладать соответствующими навыками или обратиться к специалистам.[/wpmfc_cab_sw]
Футеровка с использованием кирпичаФутеровка с использованием кирпича
Футеровка из «шамотного» кирпича – один из эффективных способов защиты топки, характеризующийся невысокой себестоимостью. Для обустройства такой защиты своими руками следует придерживаться определенных правил:
- Кладка кирпича осуществляется способом «ребро на ребро» по всей длине внутренних стенок печи, не сдвигая элементы относительно друг друга.
- Заполнение швов осуществляется посредством специальных «шамотных» и глино-содержащих растворов.
- Если печь состоит из кирпича, футеровочный слой стыкуется с основным вертикальным швом, без перевязки.
- Если топка металлическая – обязательным условием является кладка с зазором между металлом и кирпичом. Это критически важный аспект для сохранения структурной целостности кладки, которая из-за циклов «расширения-сжатия» металла при нагреве, может быть подвержена постоянным механическим воздействиям.
Важно! Кирпичная футеровка подвержена растрескиванию из-за неоднородности нагрева внешнего и внутреннего слоев. Для более качественной отделки стоит особо внимательно подходить к выбору раствора для швов. Для проверки его качества следует скрепить несколько кирпичей и подвергнуть их обжигу в топке, и на руководствуясь полученными результатами, принимать решение об использовании того, либо иного раствора. Также, не рекомендуется использование «шамотных» и обычных огнеупорных кирпичей одновременно.
Футеровка металлических печей
Футеровка металлических печей
Основным нюансом при футеровке металлических печей – является расширение метала при нагревании, которое намного выше, чем у камня или кирпича. Это свойство следует учитывать при обустройстве защитного слоя. Обязательное условие – необходимость оставить зазор, который покроет люфт металла и убережет футеровочную защиту от механических повреждений и растрескивания.
Совет! Для уплотнения зазоров можно использовать полотна или жгуты из базальтовой ваты, а в нежилых помещениях подойдет и асбест.
Стоит отметить, что наиболее распространенной ошибкой при обустройстве металлических печей – является кладка кирпича, как в топке, так и снаружи изделия. Кирпич – достаточно теплоемкий материал, но в то же время, обладает низкой теплопроводностью. В результате этого большая часть тепла выводится вместе с продуктами горения через дымоход.Внимание! Опасным последствием наружной кладки изделия из металла кирпичом, может стать и угарный газ, проникающий в помещение из-за прогорания стенок топки.[/wpmfc_cab_sw]
Футеровка рулонными материаламиФутеровка рулонными материалами
Оптимальным способом футеровки небольших печей, чтобы сэкономить внутреннее пространство топки, может стать обустройство защиты из рулонных материалов, пластин или матов. Номинальная толщина большинства таких материалов, не превышает 1 сантиметр, а часто и того меньше: картон из каолина, например, изготавливается с максимальной толщиной в 7мм. Такой способ эффективно сохранит внутренне пространство для закладки нужного количества топлива и обеспечит беспрепятственное прохождение продуктов горения через дымоход.
Важно! Следует учитывать, что количество материалов рассчитывается с учетом их возможного линейного расширения под действием высоких температур.
Отдельные пластины материала крепятся посредством армирующих элементов, металлических штырей, вставляющихся в предварительно подготовленные пазы.Важно! Следует помнить, что большинство современных металлических печей имеют заводской футеровочный слой, например, отделаны вермикулитом. Дополнительное обустройство может быть выполнено базальтовым картоном.
Обмазка растворами
Обмазка растворами
В последнее время достаточно популярным методом футеровки стало – обработка поверхности топки специальными растворами на основе шамотных, муллитовых либо корундовых смесей. Такая защита характеризуется сверхтонким покрытием, которое не сложно в нанесении. Для приготовления раствора, смесь разбавляется необходимым количеством воды и доводится до желаемой консистенции. После нанесения, футеровочный слой должен быть подвержен термической обработке или, другими словами, обжигу. Можно обжечь раствор и паяльной лампой до образования затвердевшей корочки.
Срок службы защитного слоя
Срок службы защитного слоя
Футеровка – не является вечной защитой топки печи и, в зависимости от интенсивности работы, температурного режима и выбранного материала, защитный слой со временем изнашивается, вследствие чего теряется начальная герметичность.
Важно! Наиболее долго послужит качественно выполненная футеровка, обустроенная специалистами, где материалы будут нанесены правильно, равномерным слоем, без повреждений, зазоров и трещин.
Можно продлить срок службы футеровочного слоя самостоятельно, для этого стоит проверять внутреннюю поверхность топки на структурную целостность, возможные механические повреждения и, при необходимости, своевременно их устранять.
 [/wpmfc_cab_sw]
[/wpmfc_cab_sw]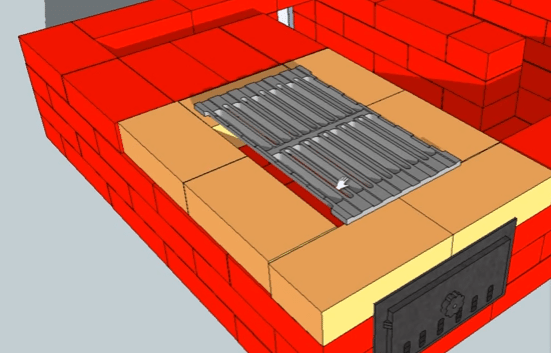

 Это может привести к нарушению целостности кладки из-за неравномерного расширения материалов при нагревании.
Это может привести к нарушению целостности кладки из-за неравномерного расширения материалов при нагревании.
 Следует учитывать и очередность обустройства топки рулонными материалами: пластины кладутся сначала на дно, после на боковые стенки и в конце – на верхнюю поверхность топки.
Следует учитывать и очередность обустройства топки рулонными материалами: пластины кладутся сначала на дно, после на боковые стенки и в конце – на верхнюю поверхность топки.
Футеровка печи: шамот, устройство футеровки
Футеровка печей
Чтобы узнать, что такое футеровка и для чего она нужна, необходимо понимать, что в любой печи при сжигании топлива образуется высокая температура. Воздействие высоких температур приводит к изменению структуры и свойств материала. Материалы, из которых изготовлена печь, хоть и являются в большинстве огнеупорными, тоже нуждаются в защите.
Воздействие высоких температур приводит к изменению структуры и свойств материала. Материалы, из которых изготовлена печь, хоть и являются в большинстве огнеупорными, тоже нуждаются в защите.
Содержание
- 1 Защита наружная, внутренняя
- 1.1 Теплозащита и теплоизоляция – разница есть
- 2 Кирпич для футеровки: шамот — идеальное решение
- 2.1 Шамотный кирпич
- 2.2 Использование шамота и есть футеровка
- 2.3 Футеровка топочной части
- 3 Производственная футеровка и свойства материалов
- 3.1 Индукционная печь
- 3.2 Бытовые проблемы – футеровка как решение
- 3.3 Устройство футеровки: температура и металл
- 3.4 Ошибочная защита. Последствия
- 3.5 Не всегда кирпич: смеси для футеровки
- 3.6 Футеровка без отрыва от производства
- 3.7 Кирпичная печь: проблемы «перетопов»
- 3.8 Местный раствор: основные недостатки
- 3.9 Методы и варианты приготовления правильных растворов
- 4 Футеровка: вопросов больше нет
Защита наружная, внутренняя
Защиту внутренних стенок топливника можно осуществить несколькими способами:
- Во-первых, можно использовать защитные экраны, способные поглощать большую часть лучистых потоков. Установленные внутри топливника экраны влияют на нагрев дымовых газов, поэтому большая часть тепла будет удаляться через дымоход.
- Во-вторых, внутреннюю часть топливника можно обмуровать огнестойким низкотеплопроводным материалом.
 Установленные внутри топливника экраны влияют на нагрев дымовых газов, поэтому большая часть тепла будет удаляться через дымоход.
Установленные внутри топливника экраны влияют на нагрев дымовых газов, поэтому большая часть тепла будет удаляться через дымоход.Теплозащита и теплоизоляция – разница есть
Существует огромная разница между теплозащитными и теплоизоляционными принципами. При теплоизоляции тепло, выработанное в рабочей зоне, никуда не удаляется. Для этого и служит теплоизоляция.
В отличие от нее, теплозащита предназначена защищать определенный участок от теплового излучения рабочей зоны. Из всего сказанного становится понятным, что теплозащита совершенно не предназначена для сохранения тепла.
Кирпич для футеровки: шамот — идеальное решение
Шамотный кирпич
Шамотный кирпич
Если устанавливается внешняя защита в виде экрана в котлах обогрева, применение такого метода будет очень расточительным, так как большая часть тепла будет расходоваться совершенно напрасно. Но этот метод прекрасно подходит для установки банных печей.
Но этот метод прекрасно подходит для установки банных печей.
Ранее, при СССР, частникам в основной массе был известен простой строительный кирпич ГОСТ 530-95. Данный кирпич предназначен для возведения промышленных, жилых строений и никоим образом для использования в печах и котлах отопления. Кстати, многие до сих пор используют его для строительства печей и котлов.
Многим умельцам в то время удавалось раздобыть кирпич данного ГОСТ, но более высокой марки М – 300, в простонародном выражении «печной». Этим кирпичом обкладывалась топочная часть печей для защиты от высоких температур.
Позже для массового применения стал доступен шамотный кирпич ГОСТ 390 – 96.
Наша справка: шамотные материалы изготавливаются из глины, смешанной с порошком из обожженной глины и последующим обжигом при высоких температурах.
Использование шамота и есть футеровка
Из-за того, что все фракции имеют однородный химический состав, все шамотные изделия имеют высокую степень термостойкости и не растрескиваются от воздействия высоких температур.
Обкладывание топочной части шамотным материалом для защиты теплового агрегата от воздействия высокой температуры в топочной части называется футеровкой.
Футеровка топочной части
Футеровка топочной части
Производственная футеровка и свойства материалов
На производстве, в металлургии, футеровка индукционной печи выполняется с использованием особых, прессованных шамотных кирпичей. Они очень износостойкие, не дают усадки и хорошо выдерживают термоудары. Применение шамотного кирпича позволило добиться большой экономии средств и намного удешевить процесс производства металлов.
Индукционная печь
Индукционная печь
В таблице приведены свойства некоторых огнеупорных материалов
| Материал | Плотность кг/м3 | Максимальная рабочая температура °С |
| Шамот | 1800-2000 | 1300 |
| Кирпич глиняный | 1600 | 700 |
| Вермикулит | 150-250 | 1100 |
| Базальтовая вата | 100 | 750 |
| Каолин плотный | 2400-2500 | 1400 |
Бытовые проблемы – футеровка как решение
В быту людям обычно приходится решать более простые задачи. На самом последнем этапе, догорание углей, происходит перегрев низа металлической печки, иногда докрасна. Человек решает своими руками обложить изнутри перегревающуюся стенку.
На самом последнем этапе, догорание углей, происходит перегрев низа металлической печки, иногда докрасна. Человек решает своими руками обложить изнутри перегревающуюся стенку.
Но и в этом случае приходится решать вопрос, до какого уровня выполнить футеровку, оставить ли зазор и как при этом закрепить кирпичи?
Конкретно в данной ситуации вопрос можно решить следующим образом:
- Если позволяет ширина топливника, по его периметру укладываются шамотные кирпичи стандартного размера – 250Х150Х65 мм. При этом кирпич укладывается к стенке плашмя. Можно уложить вертикально, с высотой 250 мм или горизонтально на 120 мм.
- Для того чтобы кирпичи надежно зафиксировать между собой, используется простой способ. С помощью шлифовальной машинки делается пропил в части соединения, и кирпичи скрепляются с помощью вставленного металлического шипа подходящего размера.
Устройство футеровки: температура и металл
Особое внимание стоит обратить на то, что термическое линейное расширение металла намного больше, чем у кирпича. Поэтому все металлические части, подверженные нагреву, должны иметь свободное пространство для расширения.
Поэтому все металлические части, подверженные нагреву, должны иметь свободное пространство для расширения.
Наша справка: отсутствие зазора между металлической стенкой печи и футеровкой приводит к разрушению футеровки.
При устройстве данной футеровки зазор уплотняется базальтовой или каолиновой ватой, скрученной в жгуты, шнуры или виде спрессованного полотна. Можно для этой цели использовать асбест.
Ошибочная защита. Последствия
Очень часто встречается такая картина. Металлическая печь обкладывается кирпичом с применением глинистого раствора, да еще и без зазора. Мотивируется это обеспечением безопасности и улучшением прогрева печи.
Металлическая печь с кирпичной обкладкой
Это совершенное заблуждение!
- Во-первых, кирпич очень теплоемок.
- Во-вторых, у кирпича низкая теплопроводность. Что происходит во время работы такой печи?
Кирпич просто исполняет роль теплозащиты. Основное тепло, вырабатываемое печью, из-за переизбытка в топке просто вылетает в трубу.
Ко всему прочему, отсутствие зазора мешает проникновению охлаждающего воздуха к металлическим стенкам печи, что однозначно приводит к их прогару, а расширение металла приведет к растрескиванию кирпичной защиты.
Как итог, угарные газы начнут поступать в помещение.
Не всегда кирпич: смеси для футеровки
В последнее время большой популярностью стали пользоваться банные «лепные» печи различных форм. В основном такие печи устанавливаются в банях, выполненных в стилизованном «сказочном стиле». Изготавливают такие печи, используя старинный метод, называемый – глинобитным.
После естественной просушки глины производится обжиг печи изнутри с применением дров. Наружная часть обжигается с помощью паяльных ламп до образования корочки. Очень удобно выполнить футеровку таких печей, применяя специальные составы.
Это могут быть сухие смеси:
- Шамотные.
- Муллитовые.
- Корундовые.
Данные составы можно прекрасно использовать для изготовления прямо на месте различных огнеупорных изделий, футеровок в том числе. Сплошная, монолитная футеровка, изготовленная из данных материалов, намного превосходит по своим качествам шовные футеровки печи, выполненные с помощью шамотного кирпича.
Сплошная, монолитная футеровка, изготовленная из данных материалов, намного превосходит по своим качествам шовные футеровки печи, выполненные с помощью шамотного кирпича.
Футеровка без отрыва от производства
В настоящее время существует ряд технологий, при которых футеровка или восстановление футеровки производится без остановки печи. Составы наносятся с помощью «набрызга» прямо на раскаленную поверхность или методом торкретирования.
Наша справка: торкретирование – метод, при котором бетонная или иная смесь наносится послойно на конструкцию с помощью сжатого воздуха и специальной торкретной установки.
Данный способ в основном применяется на производстве, что позволяет без остановки процесса производства выполнить при необходимости футеровочные работы.
Кирпичная печь: проблемы «перетопов»
Мы уже рассмотрели необходимость футеровки топочной части металлических печей, а как дела обстоят у кирпичных печей? Что происходит с кирпичными печами при «перетопах»?
Трещины в кирпичной печи
Существует понятие – термическое растрескивание. Это явление относится как к самому материалу печи, так и к ее швам.
Это явление относится как к самому материалу печи, так и к ее швам.
- Внутренние стенки печей, нагреваясь от горячих газов, вырабатываемых сжигаемым топливом, расширяются и начинают распирать наружные «холодные» стенки.
- Наружные стенки печи играют роль «бандажа», сохраняя размеры печи и поддерживая ее целостность.
- Чем больше прогревается печь, тем тоньше становится «бандаж», который и так испытывает сильные нагрузки, а поэтому становится еще менее прочным.
- При «перетопе» печей наружные стенки под внутренним напором начинают «разъезжаться» в стороны.
- Образуются трещины, и даже происходит разрывание отдельных кирпичей.
Местный раствор: основные недостатки
Стоит обратить внимание, что в кирпичной печи для соединения кирпичей между собой применяется глина. Поэтому происходит разрыв или самих швов, или контактности с кирпичами из-за низкой адгезии. В любом случае шов, в котором применялся раствор с большим содержанием песка, будет расширяться значительно больше чем кирпич.
Данная ситуация усложняется еще и тем, что в основном термический коэффициент у кирпичей и швов имеет большое различие между собой. Это и понятно, ведь в основной массе печной раствор готовится непосредственно на месте. Печники добиваются в первую очередь пластичности раствора на ощупь и отсутствия растрескивания при высыхании и сжатии.
Наша справка: правильную оценку раствора на соответствие с используемыми кирпичами можно проверить следующим образом. Раствором скрепляются два кирпича, после просушки производится прокалка испытуемого блока в печи, с последующей оценкой на адгезию, растрескивание и отслаивание.
Методы и варианты приготовления правильных растворов
Конечно, такой метод требует определенных временных затрат, ведь не факт, что с первого раза у вас получится требуемый раствор.
Поэтому если вы все же решите использовать данный метод проверки, приготовьте сразу несколько «блоков» для испытания с различными растворами. После вам только останется выбрать самый оптимальный. Главное — не перепутать и не забыть, где какой раствор.
Главное — не перепутать и не забыть, где какой раствор.
Еще одним хорошим вариантом является использование для раствора самых обычных глин, с примесью порошка, приготовленного из молотого кирпича.
Футеровка: вопросов больше нет
Рассмотрев данный вопрос, можно сделать вывод, что футеровка печей, используемых в бытовых целях, в основном представляет собой защиту конструкции печи от разрушающего воздействия высоких температур. Это своего рода экран, препятствующий тепловому потоку открытого огня напрямую воздействовать на стенки печи.
В отличие от «бытовой» футеровки, футеровка в промышленности, к примеру, футеровка индукционной печи, предназначается для значительного уменьшения тепловых потерь, предохранения кожуха печи от прямого воздействия высоких температур и защиты от прямого контакта с расплавленным металлом.
Рассмотрев данный вопрос, надеемся, вы сделаете правильный вывод, который поможет вам при сооружении печей своими руками.
Как вам статья?
Алексей Петрович
Задать вопрос
Увеличение срока службы футеровки и катушки
Многие люди не осознают, что техническое обслуживание футеровки и катушки индукционной печи взаимосвязано: короткий срок службы футеровки и катушки приводит к увеличению времени простоя, затрат и частой замены катушки. Чтобы лучше понять эту корреляцию, давайте сосредоточимся на плавке черных металлов в тигельной печи с огнеупорным кремнеземом в качестве рабочей футеровки. Наблюдения будут аналогичны для цветных материалов и огнеупоров на основе оксида алюминия.
На протяжении многих лет литейные заводы сообщали о сроке службы рулонов всего один год или меньше, в то время как другие сообщали о сроке службы рулонов от трех до пяти лет или даже дольше. Как правило, в плавильных цехах, сообщающих о более длительном сроке службы рулонов, также отмечаются хорошие кампании по увеличению срока службы футеровки.
Рассмотрим причины сокращения срока службы футеровки и его влияние на срок службы катушки.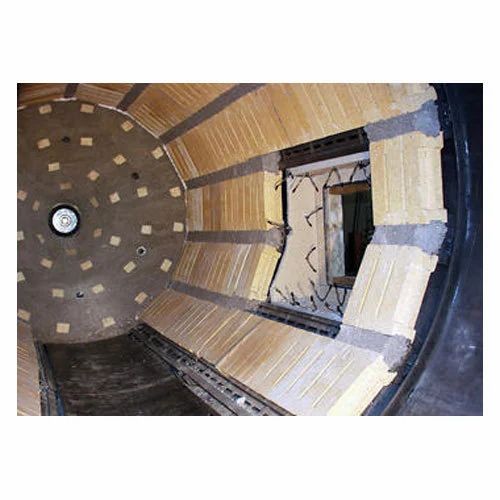
1. Выбор огнеупорного материала. Огнеупорный материал должен соответствовать расплавляемому материалу и температуре его заливки. Производители огнеупоров подбирают количество связующего или связующих в зависимости от желаемой температуры заливки. В плавильном цехе следует проконсультироваться с изготовителем относительно надлежащего содержания связующего в огнеупоре. Слишком много связующего может привести к спеканию футеровки на всем пути к змеевику; слишком малое количество связующего не даст огнеупору достаточно толстой горячей поверхности. Короткий срок службы футеровки из-за оребрения или сильной эрозии может быть результатом использования неподходящего огнеупорного материала.
2. Процедура установки. Необходимо точно следовать инструкциям производителя по установке огнеупора. Кварцевые футеровки устанавливаются с помощью вибрационных инструментов для уплотнения огнеупора между змеевиком и выплавляемой формой футеровки. Толщина стенки выплавляемой формы должна быть достаточной, чтобы форма не коробилась и не деформировалась во время вибрации или преждевременно во время спекания. Толщина и форма формы должны соответствовать рекомендациям производителя печи. Засыпной материал или грузы следует помещать внутрь формы, чтобы предотвратить ее подъем во время вибрации, которая в противном случае может привести к образованию пустот под формой. Несоблюдение правильной процедуры установки может
Толщина и форма формы должны соответствовать рекомендациям производителя печи. Засыпной материал или грузы следует помещать внутрь формы, чтобы предотвратить ее подъем во время вибрации, которая в противном случае может привести к образованию пустот под формой. Несоблюдение правильной процедуры установки может
приводят к низкой плотности кремнезема, вызывая проникновение металла и чрезмерную эрозию. Неправильный монтаж сократит срок службы футеровки.
3. Сушка раствора перед футеровкой. При замене цементного раствора для змеевиков этот новый материал для цементного раствора должен быть должным образом высушен перед установкой футеровки. Проконсультируйтесь с производителем огнеупорного раствора, чтобы получить надлежащий график высыхания. Неправильная сушка может привести к потере прочности раствора и преждевременному растрескиванию. Если не высушить цементный раствор, на змеевике может остаться избыточная влага, что может привести к искрению или заземлению змеевика во время спекания.
4. Процедура спекания. Необходимо точно соблюдать процедуру спекания футеровки. Спешное спекание и сушка не оставят достаточно времени для выхода влаги из огнеупора, вызывая чрезмерную влажность рядом с змеевиком, что приводит к искрению змеевика или к заземлению змеевика. Надлежащая процедура гарантирует, что связующее в огнеупоре создает надлежащую рабочую поверхность. Несоблюдение графика спекания приведет к сокращению срока службы футеровки.
5. Измерение температуры ванны. Температура заливки расплавленного металла в печи всегда должна измеряться калиброванной погружной термопарой, а не на глаз или путем предположения. Превышение температуры заливки на 100°F сверх целевой температуры заливки 2800°F, например, приведет к гораздо более короткому сроку службы футеровки, чем заливка при правильной температуре. Более высокая температура вызовет более высокий износ огнеупора, что приведет к короткому сроку службы огнеупора.
6. Обнаружение утечки на землю. Система обнаружения утечек в основании печи должна функционировать и ежедневно проверяться на правильность работы. Ни при каких обстоятельствах тигельная печь не должна эксплуатироваться без полностью функционирующего заземления и системы обнаружения утечек. В печах без надлежащего обнаружения утечек через землю существует риск проникновения металла в индукционную катушку, что может вызвать искрение катушки и, как следствие, утечку воды и возможный катастрофический взрыв. Ручной тестер течи на землю печи доступен для
Обнаружение утечки на землю. Система обнаружения утечек в основании печи должна функционировать и ежедневно проверяться на правильность работы. Ни при каких обстоятельствах тигельная печь не должна эксплуатироваться без полностью функционирующего заземления и системы обнаружения утечек. В печах без надлежащего обнаружения утечек через землю существует риск проникновения металла в индукционную катушку, что может вызвать искрение катушки и, как следствие, утечку воды и возможный катастрофический взрыв. Ручной тестер течи на землю печи доступен для
Безтигельные печи Inductotherm для проверки правильности заземления ванны с расплавленным металлом. Этот тест необходимо проводить при каждой плавке, чтобы обеспечить безопасную работу.
7. Неправильная техника зарядки. Бросание очень крупных кусков в печь может привести к растрескиванию футеровки, что приведет к вытеканию во время плавки. Мостирование также может произойти из-за неправильной загрузки, что приводит к перегреву расплавленного металла под мостом сверх максимальной температуры огнеупора.
Перегрев в условиях моста может привести к выходу из строя и вызвать взрыв расплавленного металла и воды. Многие плавильные цеха используют автоматизированную загрузку с конвейерами, которые соответствуют скорости плавки в печи. Несоблюдение процедуры загрузки со скоростью плавления может вызвать чрезмерную температуру в ванне расплава, эрозию огнеупора и сокращение срока службы. Неправильный метод загрузки может повредить огнеупор, что приведет к сокращению срока службы футеровки.
8. Неправильный холодный пуск. Неправильные процедуры холодного пуска могут привести к сокращению срока службы футеровки из-за попадания расплавленного чугуна в трещины футеровки. Операторы плавильных цехов должны проконсультироваться с производителем огнеупоров, чтобы узнать, какая процедура холодного пуска соответствует размеру их печи.
9. Системы удаления футеровки. Многие плавильные цеха используют механическое устройство для выталкивания огнеупорной футеровки. Другие со старыми печами до сих пор используют долото, чтобы разбить и удалить футеровку вручную. Если рабочий не будет осторожен при использовании отбойного молотка при удалении футеровки, индукционная катушка может быть повреждена вплоть до утечки воды. Неправильное снятие футеровки приведет к сокращению срока службы катушки.
Другие со старыми печами до сих пор используют долото, чтобы разбить и удалить футеровку вручную. Если рабочий не будет осторожен при использовании отбойного молотка при удалении футеровки, индукционная катушка может быть повреждена вплоть до утечки воды. Неправильное снятие футеровки приведет к сокращению срока службы катушки.
10. Запотевание змеевика печи. Современные литейные цеха используют закрытые системы водяного охлаждения и рециркуляции для экономии воды и снижения затрат. Некоторые старые системы охлаждения не имеют средств управления, которые удерживают охлаждающую воду в печи и источнике питания выше точки росы. Когда охлаждающая вода в системе опускается ниже точки росы, внутри блока питания и на индукционной катушке может происходить запотевание. Влага на электрических проводниках в блоке питания может вызвать искрение на компонентах, таких как тиристоры, диоды, трансформаторы и конденсаторы, и может привести к отказу компонентов.
Выпотевание змеевика печи также может привести к возникновению электрической дуги на витках змеевика и на землю. Дугообразование может быть достаточно сильным, чтобы вызвать межвитковое короткое замыкание с последующей утечкой воды.
Дугообразование может быть достаточно сильным, чтобы вызвать межвитковое короткое замыкание с последующей утечкой воды.
Более новые системы охлаждения с замкнутым контуром включают температурный отводной клапан, размещенный в системе рециркуляции, чтобы охлаждающая вода обходила устройство отбора тепла (градирня, сухой воздухоохладитель и т. д.), чтобы вода могла поддерживать температуру выше 75 °F, что обычно выше точки росы. Запотевание катушки и, как следствие, искрение катушки, очевидно, влияют на общий срок службы катушки.
11. Профилактика (ПТО). Следует связаться с производителем печи, чтобы получить рекомендуемый график ПТО и процедуры для источника питания, печи и сопутствующего оборудования в плавильном цехе.
Если узел печи не обслуживается должным образом, это приведет к сокращению срока службы катушки. Если в конструкции печи используются магнитные шунты, их необходимо периодически затягивать, чтобы они оставались в правильном положении, поддерживая катушку. Процедура затяжки должна соответствовать рекомендациям производителя печи. Незакрепленные шунты могут смещаться во время работы и вступать в контакт с водопроводными трубами и штуцерами шлангов, вызывая искрение и заземление катушки.
Процедура затяжки должна соответствовать рекомендациям производителя печи. Незакрепленные шунты могут смещаться во время работы и вступать в контакт с водопроводными трубами и штуцерами шлангов, вызывая искрение и заземление катушки.
Силовой кабель и соединения шлангов необходимо проверять на наличие утечек во время ПМ. Утечки воды могут вызвать искрение катушки, что приведет к сокращению срока службы катушки. Помимо силовых проводов и шлангов, во время ПТО следует проверять и другие компоненты печи, такие как литые блоки верхней части, кольца Фарадея, тяги, крышки печи и цилиндры.
12. Контроль износа футеровки. Большинство плавильных цехов регулярно проверяют износ огнеупорной футеровки. Многие проводят физические измерения футеровки после того, как футеровка остынет, или между сменами.
В некоторых плавильных цехах также есть компьютеры, которые отслеживают и регистрируют износ футеровки печи с течением времени. Эта информация вместе с физическими размерами полезна для прогнозирования необходимости замены футеровки.
Плавильные цеха, которые не следят за сроком службы футеровки, рискуют получить биение, которое, несомненно, приведет к повреждению рулона.
13. Срок службы футеровки и стоимость срока службы рулона в пересчете на тонну . На приведенных выше диаграммах показана приблизительная стоимость ремонта огнеупора и замены рулона на тонну расплавленного металла для системы периодической плавки чугуна мощностью 2500 кВт, 200 Гц при двухсменной пятидневной работе, 50 недель в году. Для сравнения принято, что скорость разливки чугуна составляет около четырех тонн чугуна в час.
Как показано на диаграммах, в плавильных цехах с коротким сроком службы футеровки и коротким сроком службы рулона стоимость тонны может быть более чем в три раза выше, чем в цехах с длительным сроком службы футеровки и рулона. Те, кто переживает «жизнь на низком уровне», должны учитывать все вышеперечисленные факторы, способствующие плохой жизни. Обзор текущих процедур может выявить области для немедленного улучшения как срока службы футеровки, так и срока службы катушки.
Чарльз Финк — вице-президент по связям с клиентами и обучению в Inductotherm Corp. Свяжитесь с ним по адресу [email protected] или посетите сайт www.Inductotherm.com
ФУТЕРОВКА ИНДУКЦИОННЫХ ПЕЧЕЙ
ИСПОЛЬЗОВАНИЕ КРЕМНЕЗЕМНОЙ НАБОРНОЙ МАССЫ В ИНДУКЦИОННЫХ ПЕЧАХ
ВВЕДЕНИЕ:
Футеровка печи напрямую связана с производительностью индукционной печи. Стабилизированная футеровка обеспечивает плавную работу печи, оптимальную производительность и лучший металлургический контроль. Технология футеровки, наиболее подходящая для конкретного литейного производства, будет зависеть от мощности и конструкции печи, расплавляемого металла и выпускаемой продукции и т. д. Для успешного и последовательного мониторинга практики футеровки
Важны следующие параметры.
— Использование подходящего материала для облицовки
— Тщательная и систематическая практика облицовки.
— Стабильность (рисунок) в рабочих условиях.
ТРЕБОВАНИЯ К ФУТЕРОВКЕ:
Важные аспекты огнеупорной футеровки для удовлетворительного срока службы футеровки перечислены как.
— тепловые характеристики, которые он должен выдерживать напряжения, возникающие при термических циклах в процессе эксплуатации
— химически инертный по отношению к расплавляемому металлу.
— Прочность конструкции в условиях эксплуатации.
— Высокая стойкость к эрозии.
—Простота установки.
— Ремонтопригодность.
—Легкость стука.
—Экономика.
Таким образом, очень трудно судить о пригодности конкретной футеровки при различных условиях, таких как рабочая температура, расплавленный металл, образование шлака и мощность печи. Химическая инертность к расплавленному металлу может быть достигнута путем использования кислотной футеровки для кислого шлака и основной футеровки для основных шлаков.
ТИПЫ НАБОРНОЙ МАССЫ
Различные типы набивной массы, начиная с
(A) Кислотной
(B) Основной
(C) Нейтральной
Футеровка бывает кислотной, основной и нейтральной в зависимости от ее Химическая природа образующихся при этом шлаков. Кремнеземные массы кислые; глинозем является нейтральной массой, а магнетит является основной массой. Типичные свойства трех обычно используемых огнеупорных материалов перечислены в таблице 1, а их характеристики расширения приведены на рис. 1.
КРЕМНЕЗЕМНАЯ НАБОРНАЯ МАССА
Из трех обсуждаемых типов набивной массы наиболее часто используемым футеровочным материалом для индукционной плавки является кремнеземная набивная смесь высокой чистоты. Поскольку он предлагает следующие преимущества.
—На торце, контактирующем с жидким металлом, имеется плотный спеченный слой, где герметичность жидкого металла вполне идеальна.
—Теплопроводность ниже, чем у других огнеупоров, поэтому тепловые потери меньше, чем у любого другого вида огнеупоров.
— Хорошая устойчивость к изменению температуры.
— Низкая стоимость футеровки печи.
— — Короткое время нагрева и спекания за счет сухой подготовки масс.
—Цена очень привлекательна по сравнению с другими.
Набивная масса из кремнезема может безопасно использоваться при рабочей температуре до 1600°C. Она очень мало расширяется, поэтому превосходит глинозем и магнезию по стойкости к тепловым ударам. Во-вторых, его стоимость очень низкая по сравнению с глиноземом и магнезией. Силикаты обычно используются обычные сорта железа серого, пластичного и ковкого. Он также используется для плавки углеродистых сталей с содержанием углерода выше 0,1% и сплавов железа, таких как никель-резист и хромистое железо. Контроль температуры очень важен для удовлетворительного срока службы футеровки. Кремнезем можно использовать для плавки меди и медных сплавов, в том числе мельхиоров, с изменением количества добавок связующего. Для плавления латуни футеровка из кремнезема является «идеальным» выбором. Выход латуни составляет более тонны на килограмм израсходованного кремнезема.
Кремнезем (SIO2), используемый в качестве футеровки, имеет кислую природу. Он используется в порошкообразных кондонах. Химический анализ приведен в таблице. 2
Производится дроблением и сортировкой кварцита хорошего качества, очень чистой. Присутствующие примеси будут производить непредсказуемое и большее количество жидкой фазы при высокой температуре, тем самым снижая химическую и механическую стойкость футеровки. Силикагель высокой чистоты увеличивает срок службы футеровки. Это также приводит к значительной однородности физических свойств. Более компактная футеровка обеспечивает большую прочность и срок службы. Плотность (плотность упаковки) зависит от гранулометрического состава набивной массы. Он должен быть таким, чтобы между частицами образовывалось наименьшее открытое пространство. Типичные гранулометрические составы товарной кремнеземной набивной массы приведены в Таблице-3.
Особое внимание следует уделять доле штрафов в пределах определенного допуска. Он оказывает неблагоприятное влияние на эксплуатационные характеристики футеровки, если присутствует в большем количестве, чем требуется. Так как в реакции спекания в основном принимают участие мельчайшие частицы.
КИСЛОТНАЯ НАБОРНАЯ МАССА имеет три категории:
1. Марка M1 Подходит для печи вместимостью до 1,5 тонны.
2. Марка M2 Подходит для печи емкостью от 2 до 3 тонн.
3. Марка M3 Подходит для печи емкостью 5 тонн. (http://www.orexindia.com/)
СВЯЗУЮЩИЙ/СПЕКАТЕЛЬНЫЙ АГЕНТ:
Связующий добавляется для того, чтобы огнеупорная футеровка тигля, образованная кремнеземной массой, должна спекаться при нагреве и набирать прочность раньше расплавленного металла. взимается. Борная кислота смешивается в качестве связующего. Оксид бора вступает в реакцию с частицами кремнезема с образованием стекловидной фазы с низкой температурой плавления, которая заполняет промежуточные отверстия между зернами кварца. Выбор правильного количества борной кислоты очень важен для оптимального срока службы футеровки. Это зависит от: —
— Температура ванны расплавленного металла.
— химический состав кварцитовой массы.
— Толщина стенки тигля.
На рис. 2 показано типичное количество борной кислоты, используемой для различных рабочих температур.
ПРОЦЕСС НАБОРКИ:
Смешивание массы
— Определите необходимое количество набивной массы, точное количество будет зависеть от конструкции печи.
— Расчет необходимого количества борной кислоты (рис. 2)
—Подогрейте массу в лотке из листа до 120°C партиями по 50 кг. Так, чтобы удалить следы влаги.
— Переложите на поддоны для охлаждения и охладите до 50°C.
— Добавьте точно взвешенное количество борной кислоты, просеяв ее через сито с размером ячеек 0,20 мм.
— Тщательно перемешайте вручную.
—Проверьте смешанную партию на предмет равномерного смешивания борной кислоты.
ТЕСТ:
Вручную, взяв небольшое количество массы, сделайте густую водную суспензию и окуните в нее ph-бумагу. О наличии борной кислоты сообщит тел. менее 7. Проведите такие тесты, взяв по 3 образца из каждой партии из разных мест в лотке (Используйте дистиллированную воду)
ФУТЕРОВКА ЗМЕЕВИКА
— Медный змеевик с водяным охлаждением покрыт огнеупорным раствором и хорошо высушен перед началом облицовки.
—Толстые асбестовые листы укладываются слоем вокруг, футеровка рулона.
НАБОРКА ТИГЛА:
—Дно печи утрамбовывается с помощью инструмента с плоской головкой для первых 2 слоев толщиной 60-20 мм, а последующие слои попеременно трамбуются инструментами с шипами и плоской головкой. Трамбовочные инструменты показаны на рис. 3
—Дно на 10 мм выше требуемой высоты, а лишняя масса удаляется равномерно. Проверьте уровень.
— Металлический каркас, должным образом очищенный снаружи, затем размещается идеально концентрично с катушками и удерживается в этом положении деревянными распорками. Держите тяжелый груз внутри первого, чтобы сопротивляться его подъему при дальнейшем трамбовании.
— Угловое пространство между асбестовым листом и шпангоутом утрамбовывается слоями по 50-60 мм с помощью инструментов с шипами и плоской головкой сверху. Совет: НЕ ИСПОЛЬЗУЙТЕ ЗАТУПАННЫЕ И ИЗНОШЕННЫЕ ИНСТРУМЕНТЫ. Это может привести к плохому уплотнению.
—Продолжайте утрамбовку до зазора 100 мм от верха.
— Нанесите тонкий слой раствора силиката натрия поверх тигля, заполненного кремнеземом, перед трамбовкой смеси.
—Для топпинговой смеси к кремнеземной массе добавляют разбавленный раствор силиката натрия.
—Сформируйте носик из той же смеси для начинки.
— Пневматические трамбовки/электрические вибраторы могут использоваться в больших печах для формирования тигля.
СПЕКАНИЕ ПЕЧИ В ТИГЛЕ
ИНДУКТИВНОЕ СПЕКАНИЕ
— Печь заполняется до верхнего края змеевика с уходом за начальным блоком по центру для печи сетевой частоты, в то время как тяжелые отходы для печи средней частоты.
—Электропитание должно регулироваться путем включения нижнего отвода трансформатора, продолжайте включать и выключать питание с интервалом в несколько минут, чтобы темп. Подъем 100°С час достигается для печей производительностью до 6 т и 50°С/час для больших печей с толстой футеровкой. — Это повышение температуры отслеживается примерно до 800°C.
—После 800°С мощность повышают и со скоростью около 150°С/час продолжают нагрев до расплавления аглошихты.
—Для измерения температуры хромель/алюмель используются термопары.
—Поскольку шихта медленно плавится, твердый металл загружается для получения полной ванны печи. Температуру поддерживают низкой в течение всего плавления за счет постоянного добавления.
—Как только печь заполняется жидким металлом, мощность увеличивается для достижения температуры спекания.
— Конечная температура металла должна быть повышена до прибл. на 30-50°С выше нормальной рабочей температуры и выдерживают при этой температуре в течение часа, чтобы стабилизировать температуру огнеупорной футеровки, а также наплавить достаточную толщину огнеупора, чтобы выдержать физические удары тигля.
— Печь нельзя выводить из эксплуатации или охлаждать до температуры ниже 1000°C в течение первых 4 дней работы, насколько это возможно.
РЕМОНТ ФУТЕРОВКИ:
В процессе эксплуатации футеровка печи подвергается различного рода термическим воздействиям, механическим нагрузкам и реакциям металла футеровки. В результате происходит износ футеровки (рис.4). Обобщены следующие несколько способов ремонта футеровки в зависимости от характера износа.
ТРЕЩИНЫ:
Часто после остывания на поверхности футеровки видны мелкие волосовидные трещинки. При охлаждении футеровка сжимается, и когда она не может выдержать сжимающих напряжений, в ней образуются небольшие трещины, что приводит к снятию напряжений. Однако трещины такого рода закрываются при нагреве печи. Не рекомендуется менять отверстия или мелкие металлические частицы, которые могут попасть в трещину и помешать самозамыканию.
ЛОКАЛИЗОВАННЫЙ ИЗНОС: Любой небольшой локальный сломанный или изношенный участок футеровки печи можно легко залатать с помощью огнеупора, твердеющего на воздухе, который следует затирать под давлением. Открытая поверхность заплатки оставляется для отвода влаги.
ЭРОЗИЯ ДНИЩА:
Это можно исправить, насыпав футеровочный материал на разрушенный участок и утрамбовав его плоским молотком для устранения незначительного износа дна.
ЭРОЗИЯ БОКОВЫХ СТЕН:
Изношенную часть печи можно отремонтировать, используя сухую монолитную футеровку за формирователем детали. Первый должен быть немного меньше исходного диаметра футеровки.
ЭРОЗИЯ ШЛАКОВОЙ ЛИНИИ:
Канавки, образованные на уровне шлака в печи, могут быть отремонтированы либо в пустой печи путем нанесения кремнеземной набивной массы, аналогично описанной при локальном износе. Это также может быть выполнено при работающей печи. Поддерживайте уровень металла в месте ремонта. Шлак удаляется, а рыхлая монолитная масса подается в топку движением ванны, масса подтягивается к боковым стенкам и прилипает к стенке.
НЕИСПРАВНОСТИ ФУТБОЛКИ И ИХ ПРИЧИНЫ:
Срок службы печи, футерованной кремнеземом, спеченной и готовой к использованию, во многом зависит от практики футеровки и условий работы печи.