как пользоваться по инструкции, виды и выбор
Среди предметов ремкомплекта автомобилистов очень часто можно видеть холодную сварку для металлов. Это неудивительно, потому что в дальней дороге можно получить пробоину в бензобаке, радиаторе или может произойти другая подобная неприятность. В такой ситуации холодная сварка может стать спасением. Однако и в домашних условиях для холодной сварки найдется работа. Рассмотрим, что из себя представляет этот ремонтный состав и как пользоваться холодной сваркой.
Холодная сварка для металла
По своей сути холодная сварка является специальным композитным полимером, который обладает высокой адгезией к разным материалам (в нашем обзоре к металлам). Говоря попросту, холодная сварка — это клей, обладающий способностью к быстрому отвердеванию. При этом он не вступает в процесс реакции с моторными маслами, бензином и соляркой.
Клей производится в двух видах:
- Жидкий состав.
 Изготавливается на основе эпоксидной смолы, которая, будучи смешанная с отвердителем, начинает постепенно твердеть. Смола может сочетаться с любой подложкой или различными армирующими элементами (стеклотканью, металлической сеткой). После применения смолы можно не бояться влажных выделений, появления резкого запаха или вредных веществ.
Изготавливается на основе эпоксидной смолы, которая, будучи смешанная с отвердителем, начинает постепенно твердеть. Смола может сочетаться с любой подложкой или различными армирующими элементами (стеклотканью, металлической сеткой). После применения смолы можно не бояться влажных выделений, появления резкого запаха или вредных веществ. - Пластичный состав — является специального вида замазкой. Внешне представляет собой двухслойный брусочек. Или может продаваться в виде двух однослойных брусочков. По виду пластичный состав очень похож на обыкновенный детский пластилин.
 Изготавливается на основе эпоксидной смолы, которая, будучи смешанная с отвердителем, начинает постепенно твердеть. Смола может сочетаться с любой подложкой или различными армирующими элементами (стеклотканью, металлической сеткой). После применения смолы можно не бояться влажных выделений, появления резкого запаха или вредных веществ.
Изготавливается на основе эпоксидной смолы, которая, будучи смешанная с отвердителем, начинает постепенно твердеть. Смола может сочетаться с любой подложкой или различными армирующими элементами (стеклотканью, металлической сеткой). После применения смолы можно не бояться влажных выделений, появления резкого запаха или вредных веществ.Выбор качественной холодной сварки для металла
Выбирая ремонтный состав домой или в дальнюю дорогу, необходимо учесть следующие важные факторы:
- какие типы поверхности может склеить клеевой состав;
- в каком температурном диапазоне работает ремонтная смесь;
- следует внимательно изучить инструкцию и рекомендации по применению.
Приобретая сварку, стоит отдавать предпочтение надежным производителям, которые хорошо себя зарекомендовали. Такие, как:
Такие, как:
- Loctite;
- Permatex;
- WEICON;
- Poxipol;
- Devcon.
Фирменные марки стоят недешево, однако, они не подведут в сложной ситуации.
Узнать, как правильно пользоваться холодной сваркой, можно внимательно прочитав статью дальше.
Холодная сварка для металла: инструкция
Ремонтный состав широко применяется в быту. Например, легко клеит керамику. С его помощью можно заделать течь в трубах.
В авторемонте, когда беда застигла в походных условиях, он просто незаменим. Холодная сварка может приклеить оторвавшиеся или отбитые металлические детали. С ее помощью можно отремонтировать повреждение в радиаторе, топливном баке, глушителе, картере, поддоне и в других элементах. Для авторемонта часто используется пластический состав. Хотя иногда применяется и жидкий, потому что прочность его выше пластического.
При ремонте сваркой частей автомобиля важно то, что не понадобиться производить слив бензина, солярки или масла. Неисправность заделывается, как говорится, на месте. Это возможно потому что ремонтный состав не вступает в реакцию с химическими веществами, быстро застывает и удобен в использовании.
Неисправность заделывается, как говорится, на месте. Это возможно потому что ремонтный состав не вступает в реакцию с химическими веществами, быстро застывает и удобен в использовании.
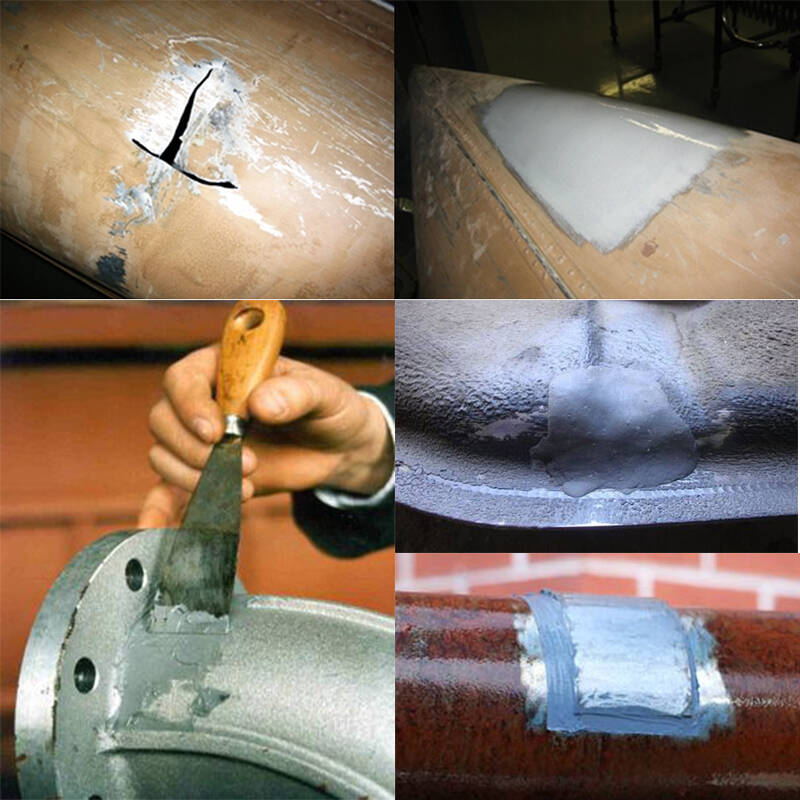
Чтобы заделать трещину в баке, глушителе или поддоне обычно используется один и тот же подход к ремонту — одна схема действий. Важно следовать основным этапам работы.
- Вначале следует подготовить поверхность. Для этого металл зачищают наждачной бумагой. Если ремонт производится в полевых условиях, то можно обойтись и без этого. Однако, клеевой состав на предварительно зачищенной поверхности будет держаться дольше. Это происходит благодаря мелким царапинам и шероховатостям, обеспечивающим лучшее сцепление клея с металлической поверхностью.
- Далее рабочую поверхность следует обезжирить. Это можно сделать при помощи антисиликона, но можно использовать и обычный бензин. Окунув в него тряпочку, следует протереть поверхность металла.
- Подготовка к ремонтным действиям. В зависимости от вида, используемой сварки, она либо выдавливается из тюбика или отрезается от бруска. Затем состав следует либо размешать, либо размять до однородного состояния. Смесь при этом, как правило, слегка нагревается. Для работы с холодной сваркой не требуется никаких специальных навыков — достаточно инструкции, которая всегда прилагается к ремонтному составу.
- Процесс нанесения состава. Повреждение заделывается клеем, после чего поверхность выравнивается. Операцию следует проводить по возможности быстро, потому что некоторые виды холодной сварки застывают за несколько минут.
 В зависимости от вида, используемой сварки, она либо выдавливается из тюбика или отрезается от бруска. Затем состав следует либо размешать, либо размять до однородного состояния. Смесь при этом, как правило, слегка нагревается. Для работы с холодной сваркой не требуется никаких специальных навыков — достаточно инструкции, которая всегда прилагается к ремонтному составу.
В зависимости от вида, используемой сварки, она либо выдавливается из тюбика или отрезается от бруска. Затем состав следует либо размешать, либо размять до однородного состояния. Смесь при этом, как правило, слегка нагревается. Для работы с холодной сваркой не требуется никаких специальных навыков — достаточно инструкции, которая всегда прилагается к ремонтному составу.Полное высыхание состава может наступает по-разному: от часа до суток. Конечно, в дороге это не всегда возможно. Поэтому достаточно подождать двадцать минут для начального застывания — этого хватит, чтобы доехать до ближайшего ремонтного пункта.
Применение холодной сварки для металла
Работу с ремонтным составом значительно упрощает знание некоторых нюансов.
- Жидкие составы в шприцах. При надавливании клей и отвердитель вытекают одновременно и смешиваются. Однако, такой состав не следует наносить сразу. Нужно выдавить немного в емкость, а затем перемешать еще раз.
- Количество состава. Состав следует готовить небольшими порциями. Сварка первично схватывается уже через 5-20 минут, поэтому, приготовив большую порцию состава, можно не успеть ее использовать.
- Пластик и дерево. Чтобы скрепить столь разнородные материалы можно также применить холодную сварку для металлов, о чем, как правило, упоминается в инструкции.
- Чистка и обезжиривание поверхности. Как уже говорилось выше, делать это вовсе необязательно, потому что современная сварка приклеивается и к жирной плоскости. Однако, работа со сваркой по очищенной поверхности гарантирует более качественный результат ремонта.
- Нагрузка. Пока ремонтный состав на отремонтированном участке полностью не высох, крайне нежелательно воздействие на него любых механических нагрузок.
- Качество работы. Заключается в тщательном и точном отмеривании количества сварки и отвердителя для создания ремонтной смеси. Смесь следует перемешивать с особой тщательностью.
- Перчатки. Из-за негативного влияния некоторых компонентов сварки на человеческую кожу при работе следует надевать перчатки.

Популярные производители холодной сварки
Из многообразия производителей и торговых брендов можно порекомендовать следующие марки ремонтных смесей.
Adro Steel
Продукт американского производителя высокого класса. Внешне выглядит, как брусок двухкомпонентной замазки, запакованный в цилиндрическую пластиковую емкость. Вес емкости около 57 гр. Благодаря тому, что в состав сварки, помимо пластификатора и отвердителя, входит еще и металлический наполнитель, ее можно применять для ремонта автомобильных частей:
- топливного бака;
- радиатора;
- поддона;
- глушителя и т.п.
Кроме авторемонта, состав вполне применим и в быту. Например, для заделывания отверстия в металлопластиковой или металлической трубе. С его помощью можно отремонтировать аквариум, инструмент и много другое.
Например, для заделывания отверстия в металлопластиковой или металлической трубе. С его помощью можно отремонтировать аквариум, инструмент и много другое.
Гарантируемое соединение при температуре от 50 до 150 градусов.
Проксипол
Отличается быстротой затвердевания и обеспечивает максимальное сцепление поверхностей. Отремонтированные им детали можно подвергать механической обработке — сверлить или резать.
Алмаз Пресс
Сварка, разработанная сугубо для авторемонта. Ремонтирует трещины в баках, глушителях и т.п. Часто используется для закрепления шильдика — эмблемы производителя. Состоит из эпоксидной смолы и наполнителя на натуральной или металлической основе.
Помимо вышеназванных брендов, можно назвать еще несколько:
- Скол;
- Fordo 671;
- Bitz;
- Монолит.
Все они способны обеспечить надежное соединение даже под водой.
Заключение
Из бытовой практики и опыта многих водителей следует, что холодная сварка способна обеспечить очень надежное скрепление поверхностей. Но все же не стоит забывать, что сварка по своей сути является всего лишь эпоксидным клеем и не является панацеей от серьезных поломок. Поэтому не стоит применять холодную сварку для ремонта ключевых механических узлов как дома, так и в автомобиле.
Но все же не стоит забывать, что сварка по своей сути является всего лишь эпоксидным клеем и не является панацеей от серьезных поломок. Поэтому не стоит применять холодную сварку для ремонта ключевых механических узлов как дома, так и в автомобиле.
- Автор: Фёдор Ильич Артёмов
- Распечатать
Оцените статью:
(21 голос, среднее: 4.1 из 5)
Поделитесь с друзьями!
технология контактной сварки и схемы сборки
Точечные сварные работы являются подвидом контактной сварки. При этом виде сварных работ металлические элементы скрепляются в одной или нескольких местах.
Этот метод сварки поверхностей обладает высокой технологией производства и разнообразием применения в различных областях промышленности и может применяться как при производстве электронных приборов, так и автомобилей, морских и воздушных судов и в других областях промышленного производства.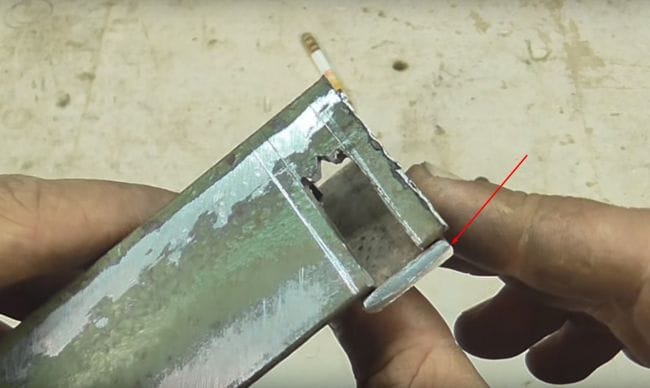
При использовании этого вида сварки, достигается очень высокая прочность соединения деталей конструкции между собой. Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.
В современном производстве используются разные варианты этих приборов от стационарных станков до легко транспортируемых аппаратов. В качестве примера на картинке представлено фото ручного аппарата точечной сварки.
Краткое содержимое статьи:
- Особенности аппаратуры
- Методы точечного сваривания
- Варианты сварочных работ
- Способы сваривания
- Особенности конструкции
- Изготавливаем сварку сами
- Техника безопасности
- Фото-инструкция, как сделать аппарат точечной сварки
Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.
В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.
Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.
Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.
В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.
Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.
На производство процесса сваривания затрачивается до полутора секунд.
Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.
Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.
Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.
Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.
Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.
При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
Способы сваривания
Существует несколько способов точечного сваривания:
Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.
Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.
Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах.
 Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.
Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.
Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.
Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.
Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.
Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.

Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.
Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.
В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.
Конденсаторные станки электрические сети нагружают размеренно. Использование конденсаторов в станках позволяет избежать резких перегрузок промышленной электросети.
Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.
Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.
Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.
Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.
Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.
Составные части прибора подбираются под параметры трансформатора.
 Его конструкция зависит от деталей (поверхностей) над которыми предстоит работать. Электрические элементы должны быть исполнены с высокой степенью надежности.
Его конструкция зависит от деталей (поверхностей) над которыми предстоит работать. Электрические элементы должны быть исполнены с высокой степенью надежности.Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.
При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.
Электрическую схему подключения такого устройства можно с легкостью найти в интернете.
Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.
Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.
Фото-инструкция, как сделать аппарат точечной сварки
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Что это? Как это работает
Холодная сварка соединяет металл практически без тепла. Это один из самых интересных методов сварки, и многие металлы можно сваривать холодным способом благодаря законам физики и нашему пониманию материаловедения.
Это один из самых интересных методов сварки, и многие металлы можно сваривать холодным способом благодаря законам физики и нашему пониманию материаловедения.
В этой статье вы узнаете, что такое холодная сварка, как она работает и какие металлы можно сваривать холодным способом.
Что такое холодная сварка?
Процесс холодной сварки не требует подвода тепла для соединения металлических деталей. Металл остается в твердой фазе и никогда не расплавляется. Таким образом, холодная сварка считается процессом сварки в твердом состоянии.
Вместо этого энергия, необходимая для связывания металла, применяется в виде давления. В отличие от сварки плавлением, такой как дуговая сварка и сварка трением, холодная сварка не имеет фазы расплавленного или жидкого металла, поэтому ее называют холодной сваркой.
Приложенное давление максимально сближает поверхности заготовок. После сжатия наноразмерное расстояние становится неважным, и атомы металла перескакивают с одного куска на другой. Это приводит к почти идеальному соединению практически без последствий, и два отдельных куска металла становятся однородной массой.
Это приводит к почти идеальному соединению практически без последствий, и два отдельных куска металла становятся однородной массой.
Но для этого нужно идеально очистить металлические поверхности. Каждый металл имеет оксидные слои, которые необходимо удалить перед попыткой холодной сварки. Но об этом мы поговорим далее в статье более подробно, но сначала давайте рассмотрим некоторые плюсы и минусы этого процесса.
Pros
- Идеальный процесс для сварки алюминия, особенно соединения алюминия с медью, двух металлов, которые являются сложной задачей при использовании других способов сварки
- Устраняет проблемы в зоне термического влияния (ЗТВ), поскольку отсутствует концентрированное тепло и, следовательно, ЗТВ от сварочной дуги
- Обеспечивает почти идеальное сварное соединение без хрупких интерметаллидов, микротрещин и других дефектов соединения
- Способен соединять широкий спектр разнородных металлов, которые иначе трудно сварить вместе
- Снижает требования к навыкам сварки экзотических металлов
Минусы
- Поверхность должна быть тщательно очищена; может потребоваться несколько этапов очистки и подготовки металла
- Неровности поверхности, загрязнения и наноразмерные молекулярные структуры могут исказить результаты
- Трудно достичь в промышленных условиях из-за пыли и других частиц в воздухе
- Углеродистая сталь и закаленные металлы не подлежат холодной сварке, работают только с цветными пластичными металлами, такими как медь, алюминий, свинец, золото и т. д.
- Неправильные формы плохо поддаются холодной сварке, и наилучшие результаты достигаются с плоскими поверхностями
 д.
д.Для чего используется холодная сварка?
Холодная сварка используется во многих отраслях промышленности, в том числе в аэрокосмической, автомобильной, электронной и производственной.
Чаще всего используется при сварке проводов, особенно из разнородных металлов. Холодная сварка также идеальна при прокладке подземных проводов, когда существует опасность возгорания горючих газов в процессе сварки, вызывающей тепло.
Кроме того, часто используется для герметизации емкостей, чувствительных к теплу, например, контейнеров со взрывчатыми веществами.
Как правило, холодная сварка используется, когда высокая температура может вызвать слишком большие повреждения или представлять опасность.
Как работает холодная сварка
Процесс холодной сварки до приложения давления
Холодная сварка соединяет металл при температуре окружающей среды без нагревания или прохождения электрического тока в соединении. Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Перед холодной сваркой необходимо удалить оксидные слои с обоих металлов. Каждый металл образует оксиды на поверхности, что делает внутренний, чистый металл недоступным. Вот почему, например, сжатие двух неочищенных, окисленных медных деталей не даст сварного шва.
Цитируя известного физика Ричарда Фейнмана:
«Причина такого неожиданного поведения в том, что, когда соприкасающиеся атомы все одного и того же типа, атомы не могут «знать», что они находятся в контакте. разные куски меди. Когда есть другие атомы, в оксидах и жирах и более сложных тонких поверхностных слоях загрязнителей между ними, атомы «знают», когда они не находятся на одной и той же части».
Итак, когда мы очистим поверхность металла и приложим достаточное давление, металлы образуют однородную металлургическую связь. Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Но для этого требуется исключительная чистота и отсутствие неровностей поверхности. В реальных приложениях такой уровень однородности достигается в основном при холодной сварке проволоки. Это связано с тем, что в процессе сварки холодной проволокой загрязнения удаляются практически с идеальной точностью.
Давление, прикладываемое к границе стыка, вызывает деформацию (осадку) и приводит к вспышке
Необходимые условия для холодной сварки
Основными условиями для холодной сварки являются первоначальная очистка поверхности металла и подготовка геометрии соединения. Плоские поверхности соединения работают лучше всего, поэтому рекомендуется сгладить любые неровности формы.
Оксидный слой и другие загрязнения можно удалить обезжириванием, проволочной щеткой или механическими и химическими методами. Жир и масло обычно присутствуют на поверхности металла и должны быть удалены перед чисткой проволочной щеткой. Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
После того, как вы очистите масла, вы можете приступить к удалению самого оксидного слоя. В зависимости от металла могут быть рекомендованы различные материалы щетины и типы щеток. Всегда полезно проверить спецификацию металла.
Надежна ли холодная сварка?
Холодный сварной шов будет таким же прочным, как основной металл, если правильно провести необходимую подготовку. Прочность соединения зависит от свойств металла. В отличие от других методов сварки, прочность соединения при холодной сварке не может превосходить первоначальную прочность металла.
Прочность соединения снижается, если соединяемые поверхности недостаточно очищены или имеют неправильную форму. Но для типичных применений холодной сварки, таких как соединение проволоки, добиться максимального сцепления несложно.
Возможные сварные соединения
Поскольку холодная сварка давлением лучше всего работает при большой контактной поверхности, лучше всего использовать соединения встык и внахлестку.
Сварка встык в основном используется при сварке проволоки и труб. Это потому, что легко обрезать концы, получить чистый металл на контактной поверхности и прижать провода друг к другу.
При сварке встык расстояние между точками зажима и контактной поверхностью не должно быть слишком большим, так как мягкие металлы вместо соединения могут изгибаться вбок.
Холодное соединение внахлест немного сложно. Сжатие листового металла вместе уменьшит его толщину из-за приложенного давления. Таким образом, вы должны учитывать как минимум 50% потери толщины при подготовке вашего проекта. В противном случае готовая сварная деталь не будет соответствовать требованиям проекта.
Даже если сварка выполнена идеально, утончение детали может быть неприемлемо. Учитывайте пластичность и мягкость металла и сделайте несколько пробных сварных швов, чтобы определить результирующую толщину.
Аппараты для холодной сварки для соединения проводов
Аппараты для холодной сварки с ручным управлением для проволоки малого диаметра. Но большие диаметры требуют пневматического или электропневматического управления. Большинство этих машин являются портативными и могут работать с проволокой, стержнями и полосами.
С помощью пневмогидравлического усилителя портативный аппарат для холодной сварки создает экстремальное давление. Со стороны оператора находится «сварочная головка». Он расположен в верхней части машины и служит для установки сварочной матрицы, обеспечения стабильности и контроля приложенного давления.
После того, как матрица помещена и закреплена в кармане матрицы, по бокам в нее подаются проволоки/стержни. Приложение давления заставляет матрицу захватывать провода рядом с конечными точками и плотно прижимать их друг к другу. В результате мельчайшие загрязнения, оставшиеся на поверхности поперечного сечения проводов, выдавливаются из их жил наружу. Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Давление применяется не менее четырех раз для удаления всех примесей. Этот процесс называется «принцип множественных нарушений». После того, как провода склеены, вы можете снять их с машины и удалить остатки вокруг места соединения.
Холодная сварка по сравнению с горячей сваркой
Методы горячей сварки включают электрическую дугу, внутреннее сопротивление или активное пламя для расплавления и сплавления металла. Холодная сварка лучше всего подходит для цветных металлов и специальных применений, в то время как горячая сварка имеет гораздо больше применений.
| Особенность | Холодная сварка | Горячая сварка |
|---|---|---|
| Требуется тепло | № | Да |
| Требуется электрическая дуга | № | Да |
| Сварка Все металлы | Цветные и не содержащие углерода | Да (несколько редких исключений) |
| Область применения | Лимитед | Гораздо шире |
Какие металлы можно сваривать холодным способом?
К металлам, пригодным для холодной сварки, относятся медь, алюминий, свинец, цинк, латунный сплав 70/30, никель, серебро, сплавы серебра, платина и золото. Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Холодная сварка углеродистой стали или любого другого металла, содержащего углерод, невозможна. Это сильно ограничивает применение холодной сварки, потому что углеродистая сталь является наиболее свариваемым металлом.
Холодная сварка лучше всего подходит для металлов с гранецентрированной кубической структурой атомов, которые не затвердевают быстро. Все металлы, которые быстро затвердевают при работе, имеют тенденцию к растрескиванию до того, как давление холодной сварки сможет создать соединение. Вот почему только высокопластичные металлы, описанные выше, могут подвергаться холодной сварке.
Различные виды холодной сварки
Не существует различных видов холодной сварки. Вместо этого есть три метода с одинаковыми названиями. Кратко рассмотрим эти процессы.
Холодный перенос металла
Холодный перенос металла (CMT) — это процесс сварки плавлением, в котором для создания соединения используется сварочная дуга. Его часто ошибочно называют «холодной сваркой», что вызывает путаницу. CMT — это процесс сварки MIG, который требует примерно на 90 % меньше тепловложения, чем обычный процесс сварки MIG.
Поскольку этот метод дуговой сварки настолько «холодный», он решает многие проблемы, такие как сам процесс холодной сварки. Тем не менее, вы не должны путать эти два.
В СМТ используется электрическая дуга, присадочная металлическая проволока, и мы можем использовать ее для металлов, где сварка холодным давлением невозможна. Но CMT полагается на точное втягивание присадочной проволоки при зажигании дуги для контроля подвода тепла.
Это может сделать только робот, и это неэкономично, если возможна холодная сварка давлением.
Холодная сварка ВИГ
Как и в случае CMT выше, холодная сварка ВИГ не имеет отношения к методу, описанному в этой статье.
Некоторые сварочные аппараты для сварки ВИГ имеют «холодную» настройку, которая существенно ограничивает подвод тепла. Это достигается путем приложения электрической дуги к крошечному пятну всего за долю секунды.
Температура минимальна, поскольку любое генерируемое тепло быстро рассеивается, особенно в случае металла с высокой проводимостью, такого как алюминий.
Это полезно при сварке очень тонких листов металла и проволоки. Но вы можете добиться чего-то подобного с любым продвинутым аппаратом для сварки TIG, используя настройки импульса.
Вы получите низкотемпературную сварку TIG, установив низкий импульсный ток и большую временную задержку между импульсами. Но низкой температуры иногда недостаточно, поэтому, когда возможна холодная сварка давлением, она улучшит соединение.
JB Weld
JB Weld — торговая марка системы эпоксидного склеивания, используемой для металла, бетона, кирпича, стекловолокна и т. д. Хотя она называется «Оригинальной формулой холодной сварки», на самом деле она не создает сварка между металлами.
В отличие от процесса холодной сварки, здесь отсутствует межатомное притяжение, и два металла не сливаются в однородную массу.
JB Weld — хороший метод склеивания металла, но его нельзя сваривать. Продукт представляет собой двухкомпонентную эпоксидную смолу, основу и активатор. Когда вы смешаете и нанесете этот продукт на металлические детали, вы должны закрепить их зажимами и начать процесс отверждения.
Прочность соединения при растяжении составляет 5020 фунтов на квадратный дюйм, что обеспечивает более слабое соединение по сравнению с типичным стержневым электродом E6010 с давлением 60 000 фунтов на квадратный дюйм.
Это не заменит настоящего сварного шва, если вы не делаете мелкий ремонт по дому. Но некоторые люди путают его с процессом холодной сварки.
Краткая история холодной сварки
История холодной сварки началась в бронзовом веке, около 700 г. до н.э., но она была не такой сложной, как сегодня. Археологи раскопали множество инструментов и посуды того периода, которые были изготовлены с использованием примитивного процесса холодной сварки.
Однако первый задокументированный научный эксперимент по холодной сварке был проведен в 1724 году преподобным Ж. И. Дезагюлье. Он обнаружил, что если сжать и скрутить два свинцовых шарика вместе, они образуют прочное соединение. Он проверил прочность связи на безменах с хорошими результатами.
Следующим знаменательным моментом в истории стала Вторая мировая война, когда в Германии методом холодной сварки были сварены легкосплавные детали самолетов. С последовавшим промышленным прогрессом холодная сварка стала более продвинутой и привела к тому, чем она является сегодня — хорошо изученному процессу, используемому в специализированных условиях.
Наука холодной сварки: соединение металлов без нагрева
Наука холодной сварки: соединение металлов без нагрева
Опубликовано 03 марта 2020 г.
Что такое холодная сварка?
Как вы могли догадаться по термину «холодная сварка», здесь нет никакого тепла. Холодная сварка — это процесс соединения двух металлов или материалов без использования тепла.
Теперь это может показаться невозможным и противоречит всему, что вы раньше думали, что знаете о сварке. Но металлы можно соединять без нагрева, и холодная сварка на самом деле является одним из самых популярных методов сварки. Наряду с этим наиболее общепризнанными и известными являются: дуговая сварка, сварка трением, лазерная сварка и ультразвуковая сварка.
Холодная сварка, также известная как холодная сварка давлением или контактная сварка, представляет собой процесс сварки в твердом состоянии, при котором соединение двух металлов происходит без плавления или нагрева на границе раздела двух свариваемых частей. Это означает, что в процессе соединения и соединения не присутствует жидкая или расплавленная фаза. Этот метод был впервые признан в 1940-х годах, его использование и популярность росли в эпоху и достижения космических путешествий и исследований.
Как работает холодная сварка? Как можно соединять металлы без нагревания?
Процесс холодной сварки с использованием давления для соединения двух металлов или материалов. Вообще говоря, когда два металла прижимаются друг к другу, они не свариваются друг с другом. Это в основном связано с наличием оксидного слоя или тонкого барьера на поверхности двух материалов, который предотвращает их совместную диффузию.
Вообще говоря, когда два металла прижимаются друг к другу, они не свариваются друг с другом. Это в основном связано с наличием оксидного слоя или тонкого барьера на поверхности двух материалов, который предотвращает их совместную диффузию.
Тем не менее, холодная сварка решает эту проблему за счет предварительной подготовки металлов. Эта подготовка включает очистку и чистку металлов щеткой до такой степени, что этот верхний барьер или оксидный слой удаляется.
Благодаря обезжириванию и очистке металла проволочной щеткой перед сваркой можно получить желательную чистую поверхность, на которой металлы могут быть спрессованы вместе с нужным усилием и, таким образом, сварены вместе.
Наконечники для материалов для холодной сварки: материалы не должны подвергаться сильной закалке и должны быть пластичными. Мягкие металлы часто являются лучшим выбором для холодной сварки.
Для чего используется холодная сварка?
Холодная сварка чаще всего применяется для сварки проволок.