Шлифовка древесных материалов
Двери из МДФ (вид древесно-волокнистой плиты) обязательно следует отшлифовать перед нанесением первого(закрепляющего) слоя первичной грунтовки. Для шлифовки МДФ необходимо применять абразив зернистости Р220-240. Мелкое зерно выбирается специально, чтобы не поднимать лишний ворс на относительно рыхлой структуре. Для шлифовки изоляционного грунта на МДФ необходимо применять абразив зернистости Р220-320 и Р320-400. Вид насадки выбирается в зависимости от сложности профиля. Если шлифуется плоскость или несложный профиль без острых краев и впадин, то можно применять шлифовальную насадку Квик-Флекс (см. рис). Ресурс такой насадки на ручном инструменте 40-100 часов, на стационарных станках 400-1000часов. Если поверхность изделия имеет сложный профиль, мелкую калевку, узкие и глубокие канавки, то следует применять специальную шлифовальную насадку QN (см. рис), состоящую из нейлоновой нити с абразивным напылением и абразивом внутри самой нити, а также в сочетании с Квик-Дисками (QD) (см. рис). Ресурс такой насадки — от 6 месяцев до 1 года. Наносимый первый слой грунтовки должен быть очень тонким. Это необходимо, чтобы закрыть поверхность и промочить ворс, в результате чего ворс поднимается над грунтом. Затем проводят промежуточную шлифовку с тем, чтобы убрать весь ворс, достичь нужной гладкости поверхности и получить «финиш-эффект». Здесь очень важно подобрать нужный материал для первичной грунтовки, поэтому мы рекомендуем Вам обратиться к специалисту из компании по производству лакокрасочных материалов. Затем можно наносить верхнее покрытие.
рис). Ресурс такой насадки — от 6 месяцев до 1 года. Наносимый первый слой грунтовки должен быть очень тонким. Это необходимо, чтобы закрыть поверхность и промочить ворс, в результате чего ворс поднимается над грунтом. Затем проводят промежуточную шлифовку с тем, чтобы убрать весь ворс, достичь нужной гладкости поверхности и получить «финиш-эффект». Здесь очень важно подобрать нужный материал для первичной грунтовки, поэтому мы рекомендуем Вам обратиться к специалисту из компании по производству лакокрасочных материалов. Затем можно наносить верхнее покрытие.
Модель Квик-Флекс. Модульная
Модульная система пригодная для:
- Шлифовки контура
- Промежуточной шлифовки / устранения
- Шероховатостей
- Вощения
- Очень гибкая
- Легко заменяемые щетки / абразивы
- Экономичная
- Легкая
- Длительный срок эксплуатации
- Зернистость 60-600
Модель QN. Модульная
Модель QD. Абразивные Квик-Диски
Абразивные Квик-Диски
Двери покрытые пленкой. Прежде чем отправить такие двери для оклейки пленкой, их подвергают финишной шлифовке. Это делается для того, чтобы профили были безукоризненно чистыми, а фаски по всем четырем углам двери были сняты. Снятие фасок имеет большое значение, в противном случае пленка по углам не приклеится должным образом. К тому же, мембрана на прессе может порваться, если придется оклеивать слишком много острых углов. Шлифовка двери до ее отправки на пресс поможет устранить пыль и ворс в профилях, которые зачастую становятся заметны только после того, как пленка уже наклеена. Обычно пленка бывает настолько тонкой, что любые частицы, попавшие под нее, становятся заметными. Также как и в предыдущем примере, вид насадки выбирается в зависимости от сложности профиля и шероховатости поверхности.
При шлифовке белой древесины щеточными сегментами Квик-Флекс необходимо применять абразив зернистостью Р80-150 для твердых пород дерева и Р120-240 для мягких пород дерева.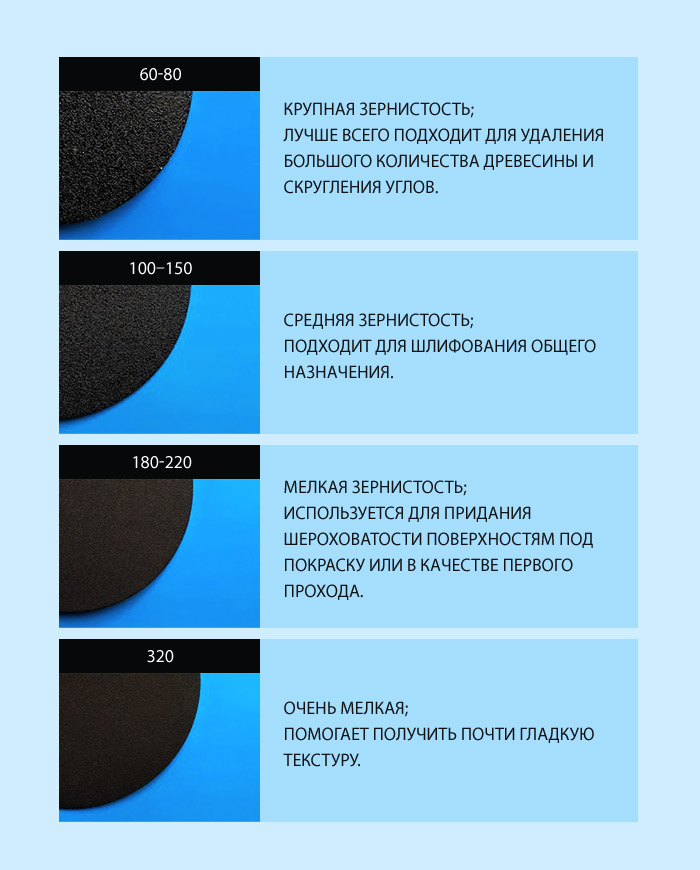
В последнее время возрос интерес к мебели «под старину», и многие производители такой мебели ищут наиболее простые способы шлифовки, которая может придать продукции требуемый вид. К сожалению, традиционные способы обработки дерева в данном случае не отличаются особой эффективностью (один из таких способов — пескоструйная очистка). Рустику (искусственное старение дерева) можно достичь с помощью той же самой насадки QN, но с более грубым зерном и короткими жесткими нейлоновыми нитями. Ресурс работы такой насадки при рустике составляет примерно 600-1000 м/кв.
У читателей возникло много вопросов по шлифовальным лентам: вид абразивного зерна, тип насыпки, области применения, рекомендуемая максимальная глубина шлифовки, вид основы, упаковка и пр.
При правильном подборе зернистости шлифовальных лент для шлифовальных станков, следует учитывать ряд факторов, вот некоторые из них: обрабатываемый материал, станок (оборудование), на котором будут использоваться шлифовальные ленты, шероховатость поверхности изделия до шлифовки и качество поверхности изделия, желаемую получить, глубина шлифовки, стадия шлифовки.
В зависимости от обрабатываемого материала выбирают вид абразивного зерна. Шлиф материалы из оксида алюминия используются для обработки материалов с высоким пределом прочности на разрыв и применяются для шлифовки металла, дерева и т.д., т.е. более вязких материалов. Шлиф материалы из карбида кремния используются для обработки материалов с низким пределом прочности на разрыв и применяются для шлифовки стекла, мрамора, лака, бронзового литья, твердых сплавов и т.д., т.е. более хрупких материалов.
В зависимости от обрабатываемого материала и стадии шлифовки выбирается шлифовальная шкурка с определенным видом насыпки зерна (разряженная, полузакрытая, закрытая) и вид абразивного материала (карбид кремния, оксид алюминия). При шлифовке мягких пород древесины, например, сосны, рекомендуется применять шлифовальную шкурку с разреженной насыпкой зерна (50-70%) оксида алюминия. Это связано с тем, что при шлифовке сосны из-за мягкости древесины нагрузка на абразивное зерно не высокая. Удаляемый материал размещается между относительно редко расположенными зернами абразива в момент шлифовки с последующим выносом из зоны обработки для дальнейшего удаления в систему очистки воздуха. При шлифовке сосны следует применять разреженную насыпку зерна с самого крупного зерна (насколько это необходимо для получения необходимой шероховатости поверхности или толщины удаляемого слоя материала) до Р150-180. При шлифовке более мелким зерном целесообразнее применять шлиф шкурку с полузакрытой насыпкой зерна, поскольку количество удаляемого материала не значительное, а разряженная насыпка зерна может оставлять царапинки, ухудшающие товарный вид изделия. Кроме того, некоторые производители шлифовальной шкурки производят специальную обработку поверхности шлифовальной шкурки, для того чтобы слегка смолянистые волокна древесины не прилипали и не забивались между абразивными зернами.
Удаляемый материал размещается между относительно редко расположенными зернами абразива в момент шлифовки с последующим выносом из зоны обработки для дальнейшего удаления в систему очистки воздуха. При шлифовке сосны следует применять разреженную насыпку зерна с самого крупного зерна (насколько это необходимо для получения необходимой шероховатости поверхности или толщины удаляемого слоя материала) до Р150-180. При шлифовке более мелким зерном целесообразнее применять шлиф шкурку с полузакрытой насыпкой зерна, поскольку количество удаляемого материала не значительное, а разряженная насыпка зерна может оставлять царапинки, ухудшающие товарный вид изделия. Кроме того, некоторые производители шлифовальной шкурки производят специальную обработку поверхности шлифовальной шкурки, для того чтобы слегка смолянистые волокна древесины не прилипали и не забивались между абразивными зернами.
Разряженная насыпка зерна (зерно Р150)
Закрытая насыпка зерна (зерно Р150)
При шлифовке твердых пород дерева (дуб, бук, ясень и др. ) следует применять шлифовальную шкурку с плотной насыпкой зерна (90-95%) оксида алюминия. Из-за того, что дерево твердое, порой даже тверже металла, нагрузка на абразивное зерно большая. Соответственно чем больше абразивных зерен работает одновременно, тем меньше нагрузка на абразивное зерно. Количество удаляемого абразивом материала из-за твердости древесины не очень большое и преимущественно состоит из мелких сухих частиц, в отличие от сосны, где удаляются смолянистые волокна.
) следует применять шлифовальную шкурку с плотной насыпкой зерна (90-95%) оксида алюминия. Из-за того, что дерево твердое, порой даже тверже металла, нагрузка на абразивное зерно большая. Соответственно чем больше абразивных зерен работает одновременно, тем меньше нагрузка на абразивное зерно. Количество удаляемого абразивом материала из-за твердости древесины не очень большое и преимущественно состоит из мелких сухих частиц, в отличие от сосны, где удаляются смолянистые волокна.
Многие спрашивают: что будет, если сосну шлифовать шлиф шкуркой с закрытой насыпкой зерна, а твердые породы дерева с разреженной? В первую очередь уменьшится ресурс шлифовальной ленты и ухудшится качество шлифуемой поверхности. При шлифовке сосны шлиф шкуркой с плотной насыпкой зерна, шлиф материал очень быстро забьется отходами шлифовки, т.к. при плотной насыпке абразивные частицы очень близко расположены друг к другу. При шлифовке твердых пород дерева шлифовальными лентами с разряженной насыпкой зерна, обеспечивается более глубокое проникновение в структуру древесины из-за большего давления на каждую абразивную частицу, вследствие чего абразивное напыление быстро изнашивается, а на поверхности изделий остаются царапинки.
Для шлифовки МДФ, лака следует применять шлифовальную шкурку с полуоткрытой насыпкой зерна карбид кремния, т.к. по своей структуре МДФ и лак имеют низкий предел прочности на разрыв. Более того, шлифовальная шкурка с карбидом кремния имеет свойство «самозатачиваться» в процессе работы.
При работе на калибровально-шлифовальных станках рекомендуемая максимальная глубина шлифовки материала при скорость шлифовальной ленты 18 м/сек, нагрузки 0,625 кг/см2, скорость подачи заготовки 5-7 м/мин (в зависимости от производителя абразивных материалов эти цифры могут незначительно меняться): Р40 — 1,2мм, Р60 — 0,75мм, Р80 — 0,64мм, Р100 — 0,57мм, Р120 — 0,50мм, Р150 — 0,46мм, Р180 — 0,43мм, Р220 — 0,41мм, Р240 — 0,39мм, Р320 — 0,35мм, Р400 — 0,33мм.
Например, на трех ленточных калибровально-шлифовальных станках при шлифовке массива рекомендуется на первом контактном валу установить шлиф шкурку Р40-60, на втором валу с прижимной подошвой шлиф шкурку Р80-100, на третьем валу с прижимной подошвой шлиф шкурку Р120-400.
При умелом подборе зернистости и правильном подборе глубины шлифовки, осуществляемой каждой лентой, можно добиться оптимального режима шлифования, при котором все ленты будут работать одинаково максимально долго. Создавая оптимальный режим работы для шлиф лент можно существенно продлить срок их службы, тем самым Вы добьетесь не только эффективной шлифовки, но и получения максимального экономического эффекта. Если не правильно подобрана зернистость шлифовальных лент и глубина шлифовки, шлиф ленты будут вырабатываться не одновременно, и периодически в процессе работы придется менять какую-нибудь ленту, что приведет к простою станка и уменьшению ресурса лент.
Шлифовальные ленты, на которые даются большие нагрузки, нагреваются, вследствие чего абразивное зерно быстрее затупляется. Особенно это опасно при использовании шлиф лент на текстильной основе, поскольку при сильном нагреве и сильной нагрузке ленты имеют свойство вытягиваться до 10-20% по своей длине и могут порваться, нанести тем самым вред дорогостоящему оборудованию. Для сравнения шлифовальные ленты на бумажной основе вытягиваются не более чем на 2-3%. На практике зачастую пытаются добиться высокой производительности шлифовальных лент, увеличивая нагрузку на них. Такой подход не всегда является экономически оправданным, т.к. он ускоряет износ шлиф лент, в первую очередь, вследствие несоблюдения температурного режима. Отметим что для снижения трения, а соответственно нагрева шлиф лент, на валах с прижимной подошвой целесообразно применять графитовую ленту.
Для сравнения шлифовальные ленты на бумажной основе вытягиваются не более чем на 2-3%. На практике зачастую пытаются добиться высокой производительности шлифовальных лент, увеличивая нагрузку на них. Такой подход не всегда является экономически оправданным, т.к. он ускоряет износ шлиф лент, в первую очередь, вследствие несоблюдения температурного режима. Отметим что для снижения трения, а соответственно нагрева шлиф лент, на валах с прижимной подошвой целесообразно применять графитовую ленту.
Что касается основы шлифовальной шкурки, какую лучше применять — ткань или бумагу? Если у Вас есть возможность использовать шлиф шкурку на бумажной основе то это будет самый оптимальный вариант, т.к. на бумажной и на текстильной основе применяются одинаковые абразивы и их связующие, а шлиф шкурка на бумажной основе в 1,5-2,5 раза дешевле, чем на текстильной основе.
Что касается промывки лент. В России научились экономить, промывая шлифовальные ленты после того как они забьются отходами шлифовки.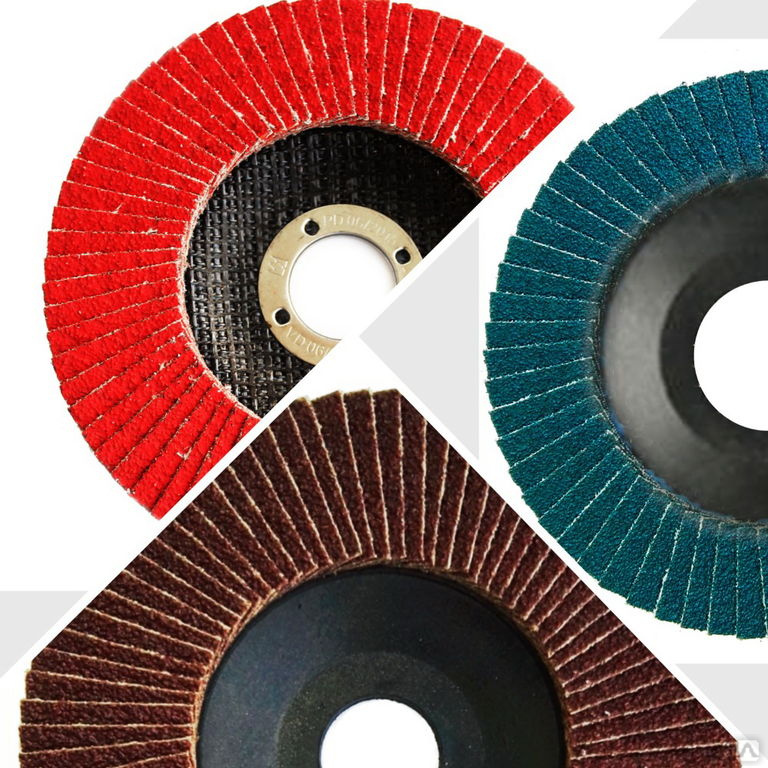 Но шлифовальная шкурка на бумажной основе некоторых производителей моется ничуть не хуже, чем шлифовальная шкурка на текстильной основе, до 3х раз, пока абразивное зерно совсем не износится. Но есть такие операции шлифовки, при которых без текстильной основы не обойтись.
Но шлифовальная шкурка на бумажной основе некоторых производителей моется ничуть не хуже, чем шлифовальная шкурка на текстильной основе, до 3х раз, пока абразивное зерно совсем не износится. Но есть такие операции шлифовки, при которых без текстильной основы не обойтись.
Несколько слов об упаковке, хранении и подготовке к работе шлифовальных лент. На первый взгляд кажется, что на это не стоит обращать внимание, но это очень важно. Многие производства несли убытки из-за, как оказалось, «мелочей». В первую очередь, шлифовальные ленты должны быть упакованы в полиэтиленовый мешок и в двойной (а лучше в тройной) гофра картон. Этим достигается оптимальный микроклимат внутри упаковки, относительная влажность воздуха 40-50% и стойкость к изменениям внешней температуры в широком диапазоне, а также упаковка защищает от случайных механических повреждений. С обоих торцов шлифовальных лент обязательно должны быть проложены пенопластовые прокладки, которые оберегают торцы шлифовальных лент от механических нагрузок и повреждений во время транспортировки. Деформированные и надорванные ленты могут порваться во время работы. Перед тем как устанавливать шлифовальную ленту на станок необходимо выдержать её в подвешенном состоянии примерно сутки, желательно вблизи от станка, на котором она будет использоваться. Тем самым уравновешивается температура и влажность воздуха вокруг станка с «климатическими» характеристиками шлифовальной ленты, и снимаются напряжения, которые существуют на шлиф ленте (особенно в районе шва склейки).
Деформированные и надорванные ленты могут порваться во время работы. Перед тем как устанавливать шлифовальную ленту на станок необходимо выдержать её в подвешенном состоянии примерно сутки, желательно вблизи от станка, на котором она будет использоваться. Тем самым уравновешивается температура и влажность воздуха вокруг станка с «климатическими» характеристиками шлифовальной ленты, и снимаются напряжения, которые существуют на шлиф ленте (особенно в районе шва склейки).
К сожалению, в рамках данной статьи невозможно описать множество проблем, которые возникают в процессе работы со шлифовальными лентами на калибровально-шлифовальных станках, но надеемся что данная информация поможет Вам в работе.
Зернистость шлифовальных лент
Маркировка по степени зернистости абразива
Зернистость шлифовальных лент является важнейшей характеристикой ленты. В зависимости от её назначения, размер гранул (зерен) может колебаться от нескольких миллиметров (ленты с таким размером зерен применяется для грубых работ) до 3-5 мкм (для завершающей шлифовки).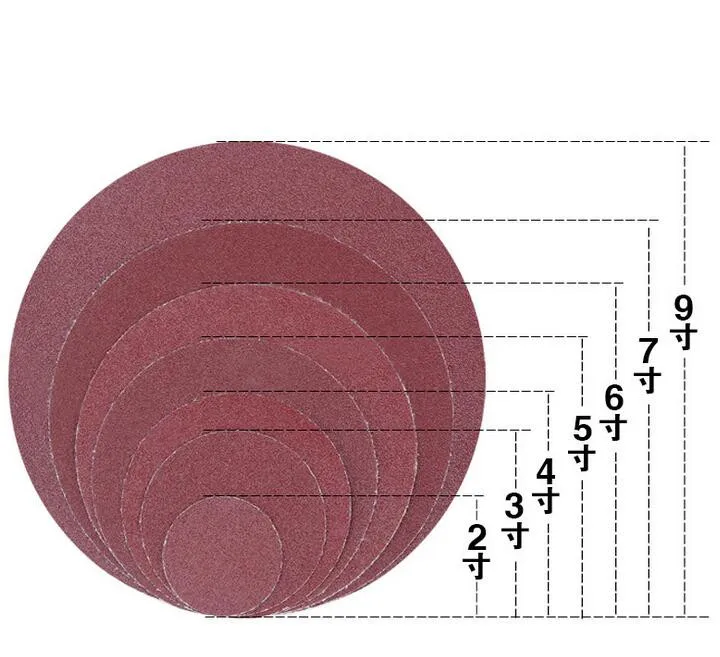 Стандарт, являющийся наиболее распространенным в мире и принятым в России, — FEPA или ISO 6344. Согласно данному стандарту, зернистость абразива обозначается буквой P и численной частью, означающей единицы (от 12 до 2 500). Чем выше числовая часть маркировки, тем более мелкое зерно будет иметь лента.
Стандарт, являющийся наиболее распространенным в мире и принятым в России, — FEPA или ISO 6344. Согласно данному стандарту, зернистость абразива обозначается буквой P и численной частью, означающей единицы (от 12 до 2 500). Чем выше числовая часть маркировки, тем более мелкое зерно будет иметь лента.
Наравне с мировым стандартом в странах бывшего СССР применяется устаревший вид маркировки, соответствующий советскому ГОСТу 3647-80. При данном типе маркировки, цифровая часть обозначает размер зерна в десятках микрон с добавочной буквой Н (20-Н, 10-Н). Наиболее мелкий размер абразивного покрытия обозначается буквой М и цифровой частью, где М — означает микро. Встречаются и другие виды маркировок, к примеру, GB2478 — Китай, ANSI — Америка и JIS — Канада.
Тип нанесения абразива
Зернистость шлифовальных лент создается двумя способами:
- открытый и полуоткрытый метод насыпки — при данном способе зёрна покрывают от 40 до 60% поверхности, лента подходит для мягких материалов низкой плотности, к примеру, шпатлеванные предметы, смолистые породы дерева; данный тип обсыпки препятствует забиванию промежутков и образованию комков;
- сплошной или закрытый тип насыпки — поверхность полностью покрыта зернами абразива, материалы с данным видом насыпки подходят для шлифования поверхностей высокой твердости (металлов, твердых сортов дерева).


Степени зернистости абразива
Зернистость бывает нескольких категорий. Группирование происходит по размеру зерен. Чем ниже цифра показателя зернистости, тем более грубой будет обработка материала.
Крупная зернистость
Особо крупное зерно P22–P36. Ленты с особо крупным зерном P22–P36 применяются для очень грубых видов работ и являются самым грубыми. Размеры зерен находятся в пределах от 1 000 до 500 мкм.
Крупное зерно Р40–Р60. Ленты с крупным зерном (Р40–Р60) используются для первоначальной обработки материала (чаще всего дерева). Поскольку размер гранул довольно крупный, забивается лента не так быстро, что позволяет выполнить значительный объем работы. Размеры зерен находятся в пределах от 500 до 250 мкм.
Зерно P70–P120 для первичной шлифовки. Ленты для первичной шлифовки (P70–P120) подходят практически для всех работ по зачистке поверхности, к примеру, лакокрасочного покрытия или же в случаях, когда необходимо сгладить деталь. Размеры зерен находятся в пределах 250–100 мкм.
Размеры зерен находятся в пределах 250–100 мкм.
Зерно P150–P220 для окончательной шлифовки. Ленты для окончательной шлифовки (P150–P220) применяются для финальной зачистки поверхности от краски или придания гладкости, также для шлифовки под покраску. Используются для мягких пород дерева. Размеры зерен находятся в пределах 100–63 мкм.
Мелкая зернистость
Зерно P240–P280 для окончательной шлифовки. Ленты для окончательной шлифовки (P240–P280) используются для финальной обработки дерева твёрдых пород, а также для его зачистки перед покрытием. Размеры зерен находятся в пределах 63–40 мкм.
Зерно P400–P600 для полировки финальных покрытий. Ленты для полировки финальных покрытий (P400–P600) предназначаются для сглаживания окрашенных поверхностей, создания необходимой гладкости, полировки между покрасками, шлифовки мокрым способом. Размеры зерен находятся в пределах 40–20 мкм.
Зерно P1000 для тонкой шлифовки. Ленты для тонкой шлифовки (P1000) используются для полировки металла, керамики, пластика и шлифовки мокрым способом. Размеры зерен находятся в пределах 20–14 мкм.
Ленты для тонкой шлифовки (P1000) используются для полировки металла, керамики, пластика и шлифовки мокрым способом. Размеры зерен находятся в пределах 20–14 мкм.
Зерно P1200–P2500 для деликатной шлифовки. Ленты для деликатной шлифовки (P1200–P2500) применяются для финальной полировки изделий, придания блеска поверхности. Размеры зерен находятся в пределах 14–3 мкм.
| FEPA | ANSI | ГОСТ 3647-80 | 3Mтм Trizactтм | Scotch-Briteтм | Размер, мкм |
|---|---|---|---|---|---|
| P24 | 24 | 80 | |||
| P36 | 36 | 50 | |||
| P40 | 40 | 40 | XCRS | ||
| P50 | 50 | 32 | XCRS | ||
| P60 | 60 | 25 | XCRS | 250 | |
| P80 | 60 | 16 | A300 | 180 | |
| P100 | 100 | A200 | CRS | 150 | |
| P120 | 120 | 12 | A160 | CRS | 120 |
| P150 | 150 | 10 | A130 | 100 | |
| P180 | 180 | 8 | A110 | MED | 80 |
| A100 | MED | 70 | |||
| P220 | 6 | A90 | MED | ||
| 5 | |||||
| P240 | 220 | M63 | 60 | ||
| A85 | |||||
| A75 | |||||
| P280 | 240 | M50 | A65 | FIN | 50 |
| A60 | FIN | 45 | |||
| P320 | 280 | FIN/VFN | |||
| P360 | 320 | A45 | VFN | 40 | |
| P400 | M40 | A40 | SFN | ||
| P500 | 360 | SFN/UFN | |||
| P600 | M28 | A35 | UFN | 35 | |
| 400 | A30 | 30 | |||
| P800 | A25 | XFN | |||
| P1000 | 500 | M20 | A20 | XFN | 20 |
| 600 | A16 | 15 | |||
| P1200 | 800 | M14 | |||
| P1500 | 1000 | M10 | 12 | ||
| P2000 | 1200 | M7 | 9 | ||
| P2500 | M5 | A6 | 5 |
Как правильно выбрать наждачную бумагу для работ по дереву
Профессиональный столяр объяснит, что вам нужно знать о наждачной бумаге для дерева, чтобы ваш следующий проект получился идеальным.

Наждачная бумага широко распространена в столярных мастерских, и существует так много вариантов, что новичку может показаться ошеломляющим. Что лучше шлифовать до 180 или 220? Для чего нужны эти губчатые шлифовальные блоки? Почему некоторые виды наждачной бумаги бывают разных цветов?
Мир абразивов может быть огромным и сложным для понимания, но давайте придерживаться того, что обычно полезно в столярной мастерской. Я предоставлю вам всю необходимую информацию, чтобы добиться успеха в ваших усилиях по шлифованию в вашем следующем проекте.
На этой странице
Наждачная бумага для дерева: размер зерна
Первое, что вам нужно понять, это размер зерна. Наждачная бумага — это не что иное, как крошечные частицы, чаще всего состоящие из металлических соединений, прилипшие к подложке — часто к бумаге. Размер этих частиц определяет размер зерна.
Чем меньше число, тем больше размер частиц и грубее будет наждачная бумага. Это удаляет материал быстрее, оставляя более шероховатую поверхность. Чем выше число, тем мельче частицы, которые оставляют более гладкую поверхность. Нет предела тому, как долго и насколько тонко вы можете шлифовать, но для наших целей мы сосредоточимся на четырех основных диапазонах зернистости.
Это удаляет материал быстрее, оставляя более шероховатую поверхность. Чем выше число, тем мельче частицы, которые оставляют более гладкую поверхность. Нет предела тому, как долго и насколько тонко вы можете шлифовать, но для наших целей мы сосредоточимся на четырех основных диапазонах зернистости.
Средняя зернистость = от 100 до 180: Это удалит все следы фрезерования с ваших станков и даст вам в целом чистую и прозрачную поверхность. Для некоторых отделок рекомендуется шлифовка только до 180, чтобы отделка «вгрызлась» в поверхность дерева, поэтому обязательно прочитайте инструкции перед нанесением отделки.
Дополнительный факт: в Европе шкала зернистости отличается от шкалы США. Если вы когда-нибудь увидите зернистость с маркировкой P-180 или P-220, это европейская шкала. И хотя это не точный эквивалент, он достаточно близок. Считаю в принципе одинаковым.
Ручное шлифование по сравнению с машинным шлифованием
В зависимости от вашей шлифовальной установки вам могут понадобиться наждачная бумага разных стилей.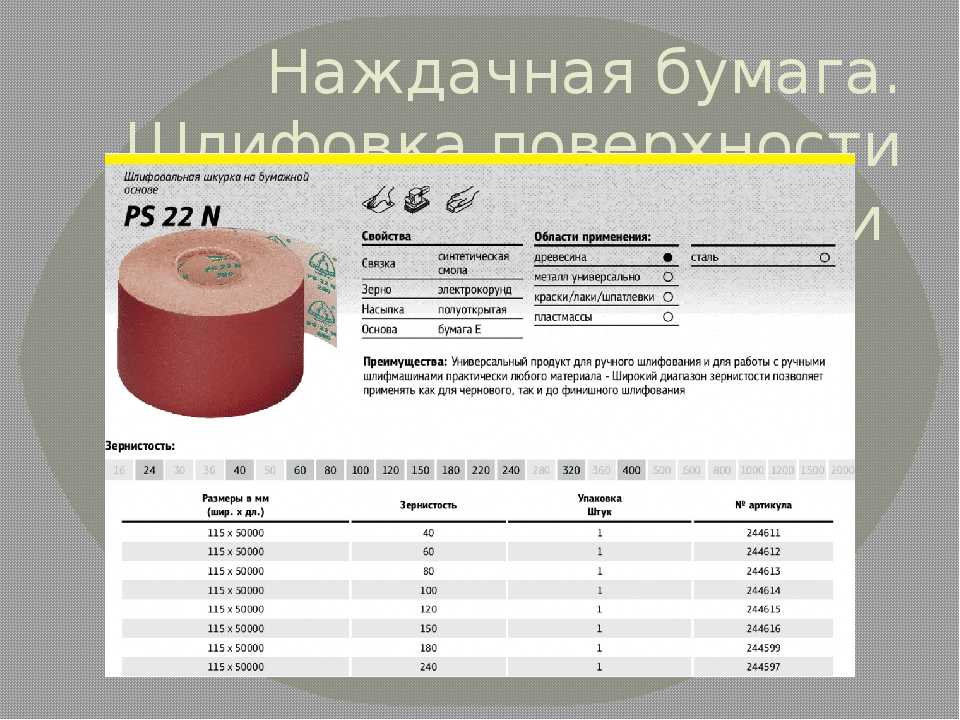 Наиболее распространены следующие:
Наиболее распространены следующие:
Ручное шлифование
Лист наждачной бумаги: Вы можете найти наждачные листы различных размеров, но наиболее распространены 9-дюймовые. х 11 дюймов. и 9-в. х 3 дюйма Эти листы, как правило, имеют гладкую бумажную обратную сторону и достаточно жесткие в сложенном виде. Они могут проникнуть в щели и углы, недоступные для машин, что позволит вам отшлифовать каждый квадратный сантиметр вашего проекта.
Шлифовальные блоки: Эти полужесткие губчатые блоки часто продаются в хозяйственных магазинах со значительной наценкой по сравнению с шлифовальными листами. Хотя у них есть свои полезные применения (на ум приходит шлифование гипсокартона), они не так уж полезны в столярной мастерской. Не тратьте деньги. Купите листы наждачной бумаги и сделайте свои собственные шлифовальные блоки!
Машинная шлифовка
Шлифовальные диски: Эти диски обычно имеют диаметр пять или шесть дюймов, поэтому убедитесь, что вы знаете размер своей шлифовальной машины.
Существует также два типа подложки: застежка-липучка (также известная как H&L или липучка) и клей, чувствительный к давлению (PSA). Хотя диски H&L, безусловно, наиболее распространены, не думайте, что каждая упаковка — это H&L. Убедитесь, что вы приобрели правильный диск для вашей машины.
 Существует также два типа подложки: застежка-липучка (также известная как H&L или липучка) и клей, чувствительный к давлению (PSA). Хотя диски H&L, безусловно, наиболее распространены, не думайте, что каждая упаковка — это H&L. Убедитесь, что вы приобрели правильный диск для вашей машины.
Существует также два типа подложки: застежка-липучка (также известная как H&L или липучка) и клей, чувствительный к давлению (PSA). Хотя диски H&L, безусловно, наиболее распространены, не думайте, что каждая упаковка — это H&L. Убедитесь, что вы приобрели правильный диск для вашей машины.Примечание. Вот список лучших шлифовальных машин для работ по дереву от Family Handyman.
Типы наждачной бумаги
Основные отраслевые термины:
Оксид алюминия: Иногда сокращенно АО, это наиболее распространенный тип абразива. Почти вся наждачная бумага, которую вы покупаете для дерева, будь то листы или диски, состоит из оксида алюминия. Эти листы обычно коричневого или темно-бордового цвета.
Циркониевый алюминий: Сокращенное название Цирк. Это износостойкий абразив, часто используемый для агрессивного удаления материала, например, лепестковые диски, которые можно приобрести для угловой шлифовальной машины или ленточной шлифовальной машины для придания формы дереву.
Чаще всего они синие или зеленые.Карбид кремния: Эти абразивы универсальны, долговечны и, как правило, дороже, чем абразивы АО или Цирк. Вы часто найдете этот абразив, если купите крупную зернистость (примерно 400 единиц или больше) или наждачную бумагу в металлообрабатывающем или автомобильном магазине. Как правило, они черного цвета, а подложка часто водостойкая, что делает их лучшим выбором для влажного шлифования, например, для полировки готовой столешницы.
 Чаще всего они синие или зеленые.
Чаще всего они синие или зеленые.Выбор подходящей наждачной бумаги для вашего проекта по деревообработке
Несмотря на все эти диапазоны зернистости и типы абразивов, выбрать подходящую наждачную бумагу для вашего проекта по деревообработке несложно, если вы будете следовать этим общим рекомендациям.
Популярные видео
ⓘ
Эрик Кертис
Эрик Кертис — профессиональный столяр, скульптор и создатель контента из Филадельфии, штат Пенсильвания.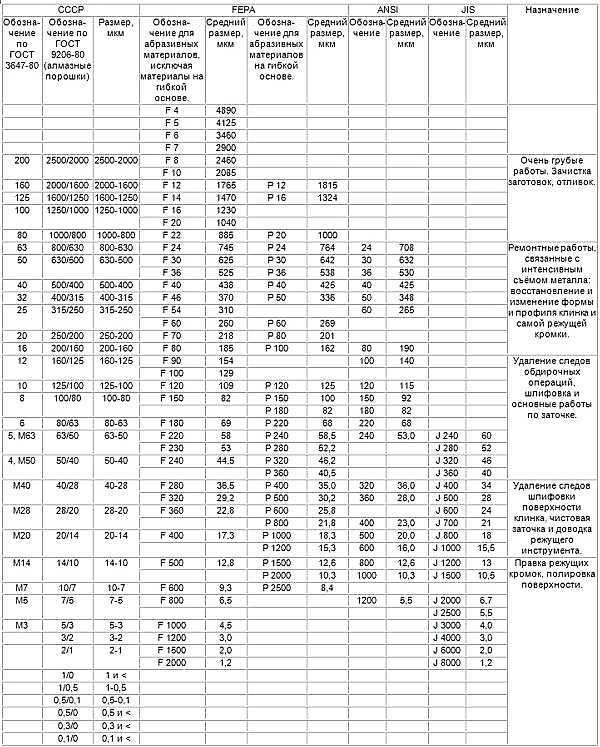 Он преподавал в нескольких известных школах по всей стране, в том числе в Центре мебельного мастерства и Школе деревообработки Лора, а его работы выставлялись в галереях по всему восточному побережью. Эрик наиболее известен своим контентом по деревообработке в Instagram, Youtube и Tiktok, где он рассказывает о процессе проектирования и изготовления мебели для сотен тысяч подписчиков. Вы можете найти его на всех трех платформах на @encurtis.
Он преподавал в нескольких известных школах по всей стране, в том числе в Центре мебельного мастерства и Школе деревообработки Лора, а его работы выставлялись в галереях по всему восточному побережью. Эрик наиболее известен своим контентом по деревообработке в Instagram, Youtube и Tiktok, где он рассказывает о процессе проектирования и изготовления мебели для сотен тысяч подписчиков. Вы можете найти его на всех трех платформах на @encurtis.
Как выбрать зернистость наждачной бумаги
Знакомый продукт для улучшения дома, известный как наждачная бумага, не является песком, и часто это не бумага. Сегодня большая часть наждачной бумаги состоит из тканевой или бумажной основы, пропитанной абразивными частицами, такими как оксид алюминия или карбид кремния.
Наждачная бумага имеет множество применений в домашнем ремонте, но чаще всего используется для очистки и сглаживания дерева или металла при подготовке к отделке или покраске. Но чтобы определить, какой тип зернистости наждачной бумаги вам нужен, необходимо знать проект, в котором вы будете ее использовать, и какой тип зернистости подойдет для этого лучше всего. Это руководство проведет вас через различные категории и поможет вам разобраться в тонкостях зернистости наждачной бумаги.
Это руководство проведет вас через различные категории и поможет вам разобраться в тонкостях зернистости наждачной бумаги.
7 лучших эксцентриковых шлифовальных машин 2022 года
Перед покупкой наждачной бумаги
Чтобы правильно использовать наждачную бумагу, вы должны знать, как выбрать правильную зернистость наждачной бумаги. Зернистость наждачной бумаги классифицируется в зависимости от зернистости бумаги, которая определяется размером используемых абразивных частиц.
Как правило, процесс подготовки любой поверхности к покраске или отделке включает в себя шлифование все более мелкой зернистостью до тех пор, пока вы не достигнете желаемого уровня гладкости. Используйте слишком грубую наждачную бумагу, и поверхность будет слишком шероховатой для гладкой покраски или отделки, или вы можете отшлифовать мелкие детали на предмете мебели. Шлифование слишком мелкой наждачной бумагой потребует много шлифования и усилий, чтобы получить желаемый результат. В результате выбор правильной зернистости наждачной бумаги и правильное ее использование — это что-то вроде искусства. Вам нужно попасть в золотую середину, которая не будет ни слишком грубой, ни слишком тонкой.
Вам нужно попасть в золотую середину, которая не будет ни слишком грубой, ни слишком тонкой.
Рекомендации по выбору зернистости наждачной бумаги
| Руководство по зернистости наждачной бумаги | |
|---|---|
| Зернистость | Назначение |
| 60-80 | Чрезвычайно грубый; лучше всего подходит для удаления большого количества древесины и скругления углов. |
| 100-150 | Средняя зернистость; подходит для универсального шлифования. |
| 180-220 | Хорошо; используется для придания шероховатости поверхностям перед покраской или в качестве первого прохода для последующего шлифования ультратонкими абразивами. |
| 320 | Сверхтонкий; помогает добиться почти стеклянной гладкой текстуры. |
Что такое наждачная бумага?
Зернистость наждачной бумаги измеряется номером калибра, причем более низкие числа означают более крупную и грубую зернистость. Например, наждачная бумага № 24 или № 40 — это очень грубая наждачная бумага, а бумага № 1000 — чрезвычайно мелкая с очень мелкими абразивными частицами.
Например, наждачная бумага № 24 или № 40 — это очень грубая наждачная бумага, а бумага № 1000 — чрезвычайно мелкая с очень мелкими абразивными частицами.
Зернистость наждачной бумаги почти всегда четко указана на обратной стороне самой наждачной бумаги. Цифры зернистости варьируются от № 24 до № 1000, хотя большинство людей никогда не будут использовать крупу в верхней или нижней части этой шкалы.
Забавный факт
Часто считается, что число зернистости относится к количеству частиц зернистости на квадратный дюйм. Не так. Скорее, числовая шкала относится к количеству отверстий на квадратный дюйм в ситах, которые используются при просеивании абразивных зерен при производстве наждачной бумаги. Например, в наждачной бумаге с зернистостью 60 абразивные частицы, используемые в бумаге, просеивались через сито с 60 отверстиями на квадратный дюйм.
Как работает наждачная бумага
Более грубая наждачная бумага или наждачная бумага с меньшим числом зерен удаляет древесину и другие материалы быстрее и с меньшими усилиями, чем более мелкая наждачная бумага. Он делает это, разрезая волокна на поверхности материала.
Он делает это, разрезая волокна на поверхности материала.
Агрессивное царапание желательно, когда вы хотите удалить много материала или создать закругленный край, или удалить старую краску или пятна. Но и грубая наждачная бумага оставляет глубокие царапины.
С другой стороны, очень мелкая наждачная бумага удаляет небольшое количество материала, сглаживая поверхность. Чем тоньше бумага, тем ровнее поверхность. Проблема здесь в том, что если вы слишком рано переключитесь на тонкую бумагу, вы потратите много времени на шлифование, чтобы получить желаемые результаты.
Кроме того, шлифование дерева слишком тонкой наждачной бумагой или слишком интенсивное шлифование может привести к полировке или приданию блеска поверхности. Это приводит к переработанным участкам, которые могут препятствовать впитыванию пятен и других отделочных материалов. Чрезмерно отшлифованная древесина может создать пятнистый вид при окрашивании и отделке.
Таким образом, хитрость заключается в том, чтобы начать с самой высокой зернистости (самая грубая наждачная бумага), которая будет удовлетворять ваши потребности относительно быстро, а затем постепенно переходить к более высокой зернистости (более гладкой бумаге) по мере приближения поверхности к готовому изделию и останавливаться, когда она подходит.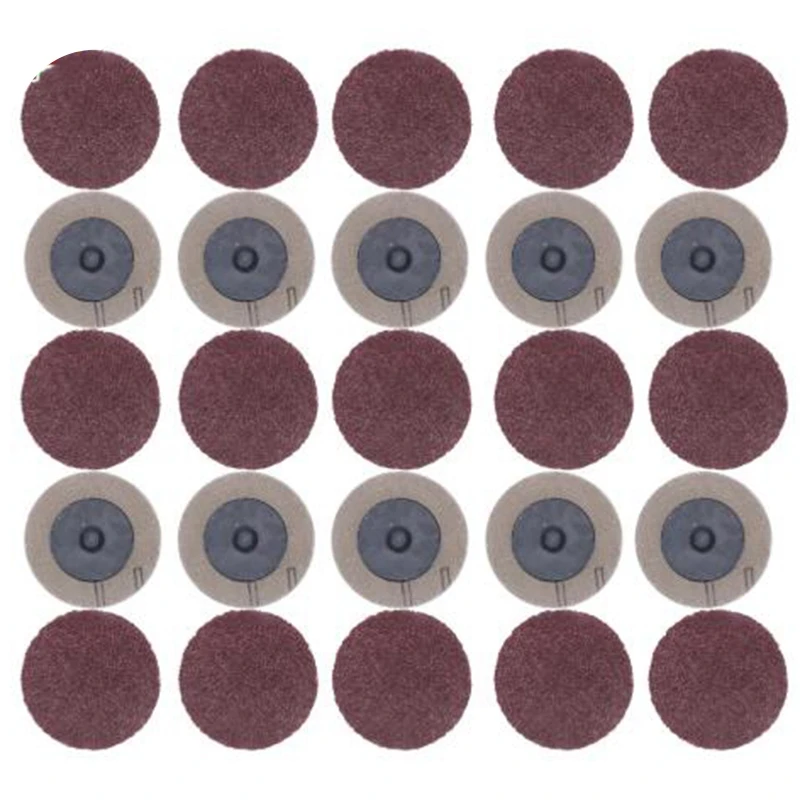 достаточно гладкой на ваш вкус.
достаточно гладкой на ваш вкус.
Типы наждачной бумаги Диапазоны зернистости
Несмотря на то, что вы можете найти множество доступных наждачных бумаг различной зернистости, для большинства проектов по шлифованию требуется бумага со следующими диапазонами зернистости:
#60–#80 Зернистость: крупная
Зернистость наждачной бумаги с такими низкими номерами легко прорезает старую краску и шероховатые края. Он также может снять достаточно древесины, чтобы придать форму и закруглить края.
Не рекомендуется использовать крупнозернистую наждачную бумагу для обработки мелких деталей или краев и углов, которые вы хотите сохранить острыми. Кроме того, будьте очень осторожны, используя это на шпонированной фанере, так как тонкие лицевые слои легко шлифуются.
Ель / Марго Кэвин
#100–#150 Зернистость: средняя
Наиболее часто используемая зернистость наждачной бумаги находится в среднем диапазоне. Для большинства применений трудно ошибиться с зернистостью наждачной бумаги в этом диапазоне. Вы можете обрабатывать сложные материалы, оказывая большее давление на заготовку. Или вы можете сохранить прекрасные материалы, ослабив давление. Этот песок обычно используется для голых деревянных поверхностей.
Вы можете обрабатывать сложные материалы, оказывая большее давление на заготовку. Или вы можете сохранить прекрасные материалы, ослабив давление. Этот песок обычно используется для голых деревянных поверхностей.
Окончательное шлифование наждачной бумагой с зернистостью 150 обычно рекомендуется для деревянных поверхностей, которые будут окрашены; он оставляет небольшую текстуру или зуб на поверхности дерева, чтобы краска могла схватиться.
Для любого типа проектов, над которыми вы работаете, всегда полезно иметь под рукой наждачную бумагу средней зернистости.
Ель / Марго Кэвин
#180–#220 Зернистость: мелкая
Мелкозернистая наждачная бумага этого диапазона редко используется при первом проходе, если только поверхность уже не гладкая на ощупь, для второго или третьего шлифования. Иногда мелкозернистая наждачная бумага используется для придания шероховатости глянцевой краске перед нанесением следующего слоя. Необработанную древесину, которая будет часто окрашиваться, не следует шлифовать наждачной бумагой с зернистостью более 220.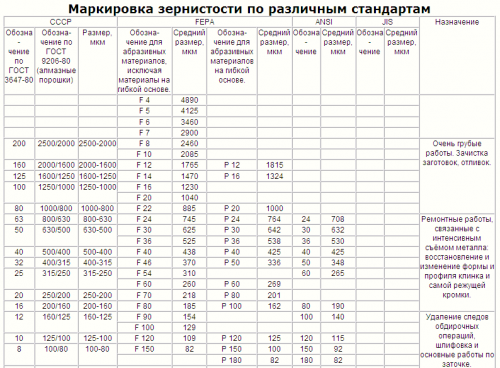 Мелкая или сверхмелкая наждачная бумага используется для мебельных работ.
Мелкая или сверхмелкая наждачная бумага используется для мебельных работ.
Ель / Марго Кэвин
#320 Зернистость: сверхтонкая
Сверхтонкая наждачная бумага используется для достижения нового уровня гладкости на всех типах материалов. При работе с древесиной ультратонкая зернистость обычно используется для сглаживания окрашенных поверхностей между слоями. Многие более мелкие зерна используются для мокрого шлифования, что создает мелкую песчаную суспензию, которая дополняет усилия наждачной бумаги по сглаживанию. Наждачная бумага с зернистостью № 320 даже используется в качестве одной из первых зернистостей при шлифовании столешниц с твердой поверхностью.
Ель / Марго Кэвин
Стоимость
Наждачная бумага — недорогой предмет, и ее можно приобрести в различных размерах и количествах. Он поставляется в нескольких упаковках, которые могут состоять из шести или до 24 штук или более. Некоторые пакеты будут иметь несколько поверхностей (разные сорта в одном пакете), а другие будут только одного класса.